

 武汉索尔德测控技术有限公司
武汉索尔德测控技术有限公司
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09


江苏原料场卸料小车自动布料系统厂家_全自动砖机布料系统相关-武汉索尔德测控技术有限公司
- 产品名:皮带小车自动布料系统
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
其次由于小车制动时发生的“溜车”现象,停不准.所以一旦小车不能准确停在所安装的限位开关范围内(发生溜车),中控室的操作台上的所有信号灯无一变亮,这样也就出现了我们所说的“小车位置丢失”,中控人员不知道小车到底在什么位置了,这时就需要派人到现场确认小车位置后告知中控,中控才能继续操作小车运行到达目标位置!上述问题对控制和生产带来的影响总结如下:布料小车是直接将料卸到料仓的,由于定位的不准或失灵(特别在发生溜车时如果操作人员责任心不强,未到现场确认位置,晚间值班多易出现)容易导致错仓混料的事故,直接影响到原料成分的稳定性,造成质量不合格;整个连续的生产过程常被打断,不仅影响了生产效率,而且设备的实际作业率很低,无法实现整个流程的信息化作业;失灵后需专门派人到现场确认小车位置,派到现场的观察人员与操作室操作人员之间频繁的信息交换主要是通过对讲机来传递的,因为现场噪音干扰严重,受通话质量、现场环境等影响,难以保证信息传递准确性.
指示灯的信号是通过在现场的每个仓旁边装一个或多个接近开关(或限位开关)得到的!当小车经过仓位处的接近开关或限位开关时,开关感应到一个信号,送给中控室,从而对应仓的指示灯亮,操作人员就知道小车到达了目标仓,即按停止按扭进行布料,当中控室的料位信号指示仓满后操作人员控制小车继续向左或向右运行,直到到达对应的目标仓,信号灯亮后再停下来布料,以此达到换仓的目的!传统的这种方式所使用的限位开关会出现如下问题:一容易失灵,接近开关或限位开关的工作原理决定了其可靠性不佳。
皮带小车定位系统简介1目前采用的定位方式目前原始的控制是操作人员随小车一起移动现地使用手动控制布料小车来实现对料仓的布料,岗位操作人员通过人眼观测每个料仓的料位,根据需要将小车开到合理的料仓布料。其次对布料小车的控制大多是通过在每个料仓处安装限位开关,利用其提供的几个点的位置信号在操作室内进行远程控制;对小车到达目标仓位和换仓的判断是基于操作台上的仓位信号灯的指示信号:例如1#-12#共12个仓就在操作台面板上设置对应的12个位置指示灯!
江苏原料场卸料小车自动布料系统厂家
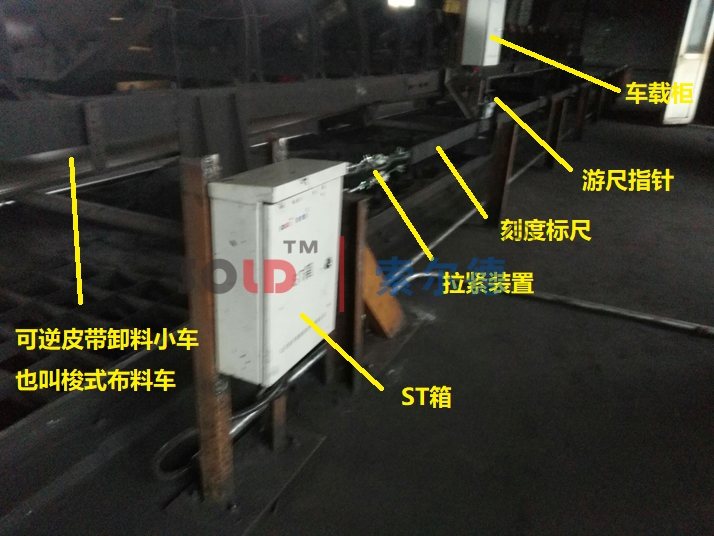
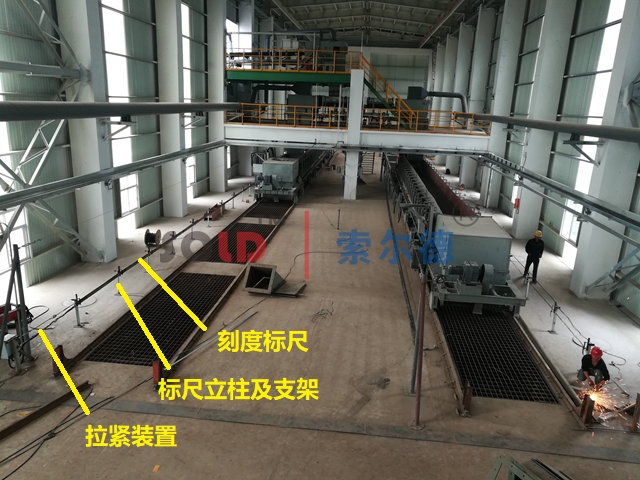
也就是说如果我们能知道现场小车的连续位置坐标,就能很好地做到这两点!2本系统采用的定位技术本系统使用刻度标尺定位技术来检测布料小车的实时位置,将布料小车的实时位置信息传送到系统PLC,再到上位机,主控操作人员或岗位人员通过上位机时刻掌握布料小车的具体位置和每个料仓的仓容情况(结合料位计)来控制布料小车运行.通过刻度标尺定位系统和控制系统的协同工作,可以实现布料小车行走位置准确可靠,将皮带机上的料卸在指定的料仓中,防止偏离布料口,实现定或多点布料,满足布料需求.

云南高可靠性小车自动寻仓系统厂家客服_高可靠性自动化成套控制系统无人操作系统-武汉索尔德测控技术有限公司
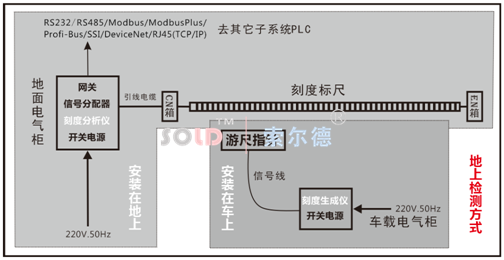
4刻度标尺功能特点系统中的刻度生成仪(兼函数信号发生)按一定的周期发出地址载波信号,经游尺指针发射至刻度标尺,地面站的刻度分析仪接收到信号后,解码还原出机车所处刻度标尺处的地址,经控制器处理后由RS232或者RS485输出!无磨损的非接触式位置检测,使用寿命长;可以断续或连续检测,测距长达2公里,位移检测长度可以根据需要定制;耐污染能力超强,可用在水下、防蒸汽、耐酸碱;安装简单更换方便(无需改变现场环境),免维护;高稳定性、高可靠性、多种信号输出方式选择;具有反向极性保护功能、防雷击、防射频干扰、防静电;无需参考点的位移量输出,不怕掉电;位置的取样时间和测量长度没有关系;可以用在环形运动机械位置检测。线圈是变压器输入和输出电能的电气元件,是最重要、最基本的部件,也是变压器检修的主要部件,有变压器“心脏”之称。因为它基本决定了变压器的容量、电压、电流和使用条件。线圈形式主要是根据线圈的电压等级和容量的大小来进行选择,同时还要重点考虑电气强度、耐热强度、机械强度、散热面积和制造工艺的可能性等,以保证制造或修理后的变压器可靠的运行。一般对电压低而电流大的线圈,常用多根并联绕制成螺旋式线圈,而对于电压等级较高、电流较小,且在纵绝缘上还有其特殊要求的常可绕制成连续式、纠结式。
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09

 粤公网安备44030402000848号
粤公网安备44030402000848号