



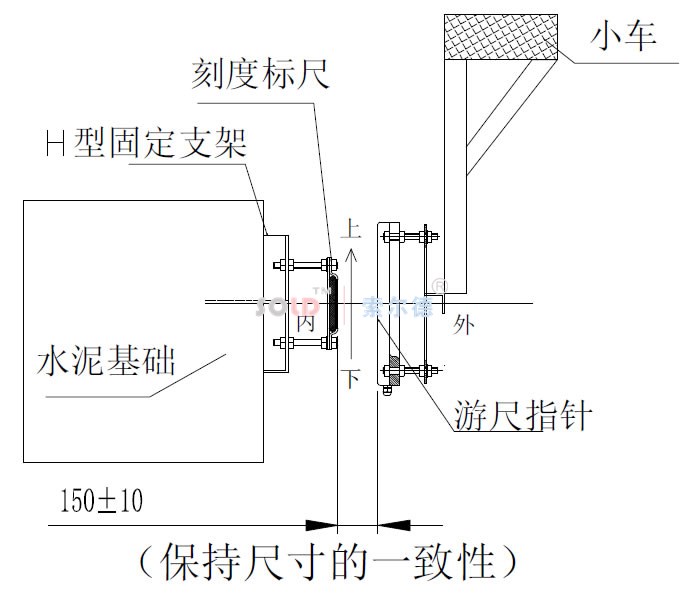
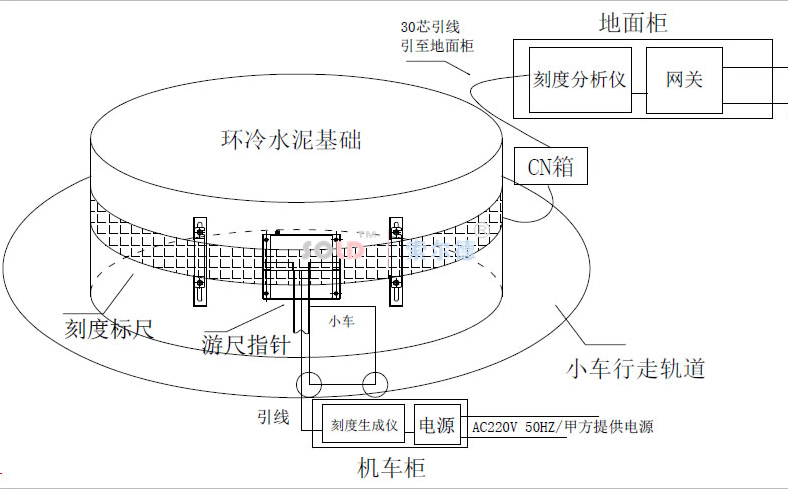
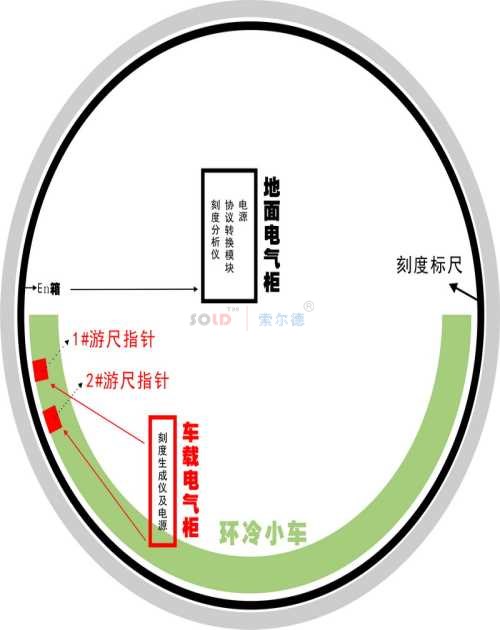
烧结厂环冷小车是环冷卸灰系统的核心设备,环冷卸灰系统是将环冷工序中鼓风机吹出的小颗粒矿石和粉尘通过灰斗和双层卸灰阀卸到环冷小车上,然后再将小颗粒矿石和粉尘运至指定位置的皮带运输通道上。其工艺过程如下:环冷小车分别经过多个灰槽位置,当到达某个灰槽位置时,环冷小车停止打开上灰槽阀下料,打开下灰槽阀下料完成一个灰槽的下料过程,然后到达另一个灰槽位置同上完成下料过程,当几个灰槽的下料过程完成后环冷小车返回下料口。目前大多由于硬件、软件不合理,环冷小车自投运以来一直不能自动卸灰,目前对环冷小车的往返走行控制主要由操作工在现场完成,手动定位、手动开阀、机械极限定位,因此故障率较高、作业率低,劳动强度大,随机性大,缺乏科学依据。操作工的业务素质和水平高低,作业时的思想情绪及心态优劣,执行安全操作规程的严与松等等都会带来一系列的生产事故和安全事故。同时现场工作环境恶劣,粉尘噪音污染严重,对工人的身心健康也极为不利。也有部分采用传统的接近(限位)开关等形式来达到定位的目的,由于本身的技术缺陷,常常会出现开关失灵或误动作等现象,引起环冷小车移动发生较大偏差,此方式在使用过程中停机检修和维护量也相当大,不仅耗时费力,而且对生产的顺行也造成了较大影响。本方案采用国际前沿技术刻度标尺定位技术来对环冷小车的位置实时进行检测,通过PLC准确地控制环冷小车运行到指定位置进行卸料,从而实现对环冷小车的远程联锁控制,达到自动卸料控制的目的,提高自动化控制水平,提高卸料效率,节约成本,保障产量和质量。系统定位精度5毫米,所得地址稳定可靠,而且具有“非接触式、连续的位置检测”特点,工况适用性好,使用寿命极长。因此本技术能一劳永逸地解决上述种种问题,从而很好地满足生产需要,提高管理水平和生产效益。刻度标尺位置检测系统以相互靠近的扁平状的刻度标尺和游尺指针之间的电磁耦合来进行通信,并在通信的同时检测到游尺指针在刻度标尺长度方向上的位置。刻度标尺位置检测有两种工作方式:第一种:地上检测方式,刻度生成仪和游尺指针安装在移动站,通过游尺指针发射地址信号,刻度分析仪安装在地面站上,在地面站完成地址检测。第二种:车上检测方式,刻度生成仪安装在地面站,通过刻度标尺芯线发射地址信号,游尺指针、刻度分析仪安装在移动站上,移动站直接检测到地址。根据现场情况及使用要求,我们采用地上检测方式,从刻度标尺直接解析出环冷小车的地址,通过通讯转换模块完成协议的转换后将数据传到控制系统PLC子程序,满足控制系统需求。考虑到现场为环形运动机械,游尺指针安装在环冷小车上,一条刻度标尺环绕固定在环冷小车运行轨道边。一、实现功能1、环冷小车走行定位实时检测到环冷小车走行的连续位置并在上位机上加以显示。2、环冷小车联锁通过刻度标尺位置检测系统提供的有效位置值,可在指定位置锁定环冷小车的移动,以防止卸下的原料偏离卸料口,出现漏料事故。3、远程监控通过刻度标尺位置检测装置和中控系统的协同工作,可以确保环冷小车行走平稳,停止位置准确可靠,满足工艺需求。按操作方式可设置“手动”和“自动”切换功能,以防止系统在非常情况下仍能通过现场手动操作来完成卸料作业,不影响生产的正常进行。同时在上位机能模拟整套卸料系统的运行情况,实时故障报警,在操作界面上轻松进行环冷小车的启停和正反走行控制;实时动画显示料位及环冷小车位置;自动纪录设备的运转情况并形成交接班纪录。二、效益分析通过该技术的开发与应用,可以时刻了解环冷小车的位置,避免错位,杜绝各类生产安全事故的发生;提高卸料效率和设备有效作业率,节约生产成本,降低岗位工人的劳动强度,保护岗位操作人员身心健康;提高自动化控制水平和信息化管理水平,保障产量和质量,提升企业形象,提高企业产值和竞争力;实现信息的有效收集,有助于生产管理人员进行生产数据统计分析和趋势预测。
 武汉索尔德测控技术有限公司
武汉索尔德测控技术有限公司
 粤公网安备44030402000848号
粤公网安备44030402000848号