

 武汉索尔德测控技术有限公司
武汉索尔德测控技术有限公司
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09



黄石原料场卸料小车格雷码母线加工_格雷码母线行车定位相关-武汉索尔德测控技术有限公司
- 产品名:格雷码母线
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
刻度生成仪工作温度:-25℃~+70℃;防护等级:IP54;尺寸为:长宽厚170*100*40(mm);安装方式:螺丝固定式!刻度分析仪工作温度:-25℃~+70℃;输出接口:RS232/485;防护等级:IP54;尺寸为:长宽厚175*115*35(mm);安装方式:螺丝固定式.系统技术指标移动搬运设备地址测量精度:≤5mm,分辨率:5毫米,测量范围:任意定制;工作环境温度:系统工作温度:-25℃~+70℃,格雷码母线工作温度:-30℃~+75℃,非接触间隙:200mm±50mm,左右偏摆容差:±30mm;刷新速度:20HZ;输入电源:220VAC±10%;耗电:地面电气柜50w车载电气柜50w。

辽宁正宗格雷码母线加工_密集型母线槽相关-武汉索尔德测控技术有限公司
10!格雷母线可以埋在水泥地面内,方便安装和防护,不影响作业环境!我公司生产的格雷码母线广泛用于矿山系统、冶金系统、港口码头系统、化工系统、电力系统、水泥系统、铁路系统、轻工系统、石油系统、机械系统等有轨搬运设备定位和自动控制,如:烧结、球团、原料场卸料小车等,行车位置跟踪系统、吊车定位及智能导航系统、天车定位导航系统、天车定位库区管理控制系统、格雷码母线行车位移识别系统、板坯库天车定位系统、钢卷库天车定位系统、成品库天车定位系统、原料库天车定位系统、行车防碰撞系统、行车物流管理系统。
员工平均99%拥有大学学历,多名研发人员均有超过十年的工作经验,工程技术人员能够快速适应各种工业现场,提供指导安装和调试服务。未来,索尔德人满怀信心,将继续创业与梦想,用长远的规划、的产品、可靠的质量、诚信的服务打造索尔德品牌,将移动搬运设备远程操控和无人化系统拓展到更多领域,打造智慧综合分析管理平台,为中国智能制造提供有力基础数据,为提高劳动生产率、减轻劳动强度,实施"三化"即绿色化、信息化、智能化,及安全保障贡献一份力量。
黄石原料场卸料小车格雷码母线加工
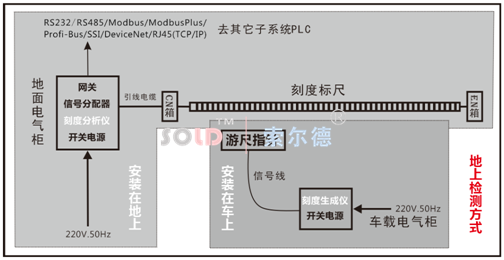
游尺指针相对格雷码母线平行非接触移动,游尺指针指向的刻度即是当前位置值,可以在车上或地上得到位移量,无需初始参考点,定位精度5毫米,分辨率2毫米;可以断续或连续检测,尤其适用于轨道不平整的大车或环形运动机械位移检测.防水、防油、防尘、耐酸碱,适用于冶金、矿山、水利、港口码头堆场、仓储、化工等条件比较恶劣的环境.系统设备构成1)车载子系统:由天线箱、车载电气柜(内含刻度生成仪、开关电源等)!2)地面子系统:由地面电气柜组成(内含刻度分析仪、开关电源、网关、信号分配器等)!

武汉皮带小车格雷码母线厂家_环冷机卸灰小车位移传感器厂家直销-武汉索尔德测控技术有限公司
申请成立了武汉索尔德测控技术有限公司党支部,深化学习国家重要科研指示精神。公司与北大、华科、武大等科研院所合作,已研发出多款涉及光机电集成的基础位置检测传感器,如:刻度标尺定位系统、格雷母线定位系统、APON无线定位测距仪、磁感直线位移系统、钢带编码系统、激光条码定位系统、无源编缆钢尺等多种位移检测产品;目前已取得二十几项专利技术、十几项软件著作权,并获得国家颁发的高新技术企业证书,并通过了ISO质量管理体系认证、职业健康安全管理体系认证、环境管理体系认证!
系统原理格雷码母线定位系统采用法拉第电磁感应定律(磁力线传导原理)来检测移动搬运设备的位移量,当游尺指针线圈中通入交变电流时,在游尺指针附近会产生交变磁场!格雷码母线近似处在一个交变的、均匀分布的磁场中,每对格雷码母线芯线会产生感应电动势!刻度生成仪信号通过电磁耦合方式传送到格雷码母线的感应环线上.刻度分析仪对接收到的信号进行相位比较.交叉线的信号相位与平行线的信号相位相同,地址为“0”;交叉线的信号相位与平行线的信号相位相反,地址为“1”,这样感应的地址信息是数字编码排列,由此确定游尺指针在格雷码母线长度方向上的位置,对应就是移动搬运设备走行位置.
武汉索尔德测控技术有限公司地处九省通衢的湖北省会城市武汉,主要研发生产销售移动搬运设备姿态检测用传感器,并提供基于恶劣环境下移动搬运设备的无人化远程控制操作,减少现场操作人员,保护工人身体健康,提高设备作业效率和整体生产效率,减少生产事故的发生,为整个智能制造提供基础保障,为万物互联提供基础数据.其中设备运维传感器产品已应用于上海洋山港四期全自动化码头、并远销美国长滩港、韩国釜山港等港口企业;位置检测传感器产品已应用于首钢、马钢、酒钢、宝武钢铁、邯钢等冶金企业,相关成功案例超过上百例!(1)案例1:我们有一台从俄罗斯进口的立式加工中心,系统已更新为发那科0i-MC。设备在工作运行中出现了主轴换刀时定位不准的问题,也没有任何报警。我们先将机床的定位参数值进行了必要的调整和修改,开机重新启动,对各个机械轴进行返回参考点工作运行正常,然后对主轴进行主轴换刀定位。第一次主轴换刀定位准确,当进行第二次主轴换刀定位的时,主轴换刀位就出现了十几度的偏差。经过反复地修改参数值和主轴换刀定位,都出现不同程度的主轴转角偏差,不能正确地对准机械手的换刀位置。【金属加工微信内容不错,值得关注】
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09


 粤公网安备44030402000848号
粤公网安备44030402000848号