

 四川众兴汽车零部件有限公司
四川众兴汽车零部件有限公司
非标零件加工
公司地址:四川省成都市龙泉驿区经开区南一路55号
企业信息
注册资本:500-1000万
注册时间: 2021-01-01




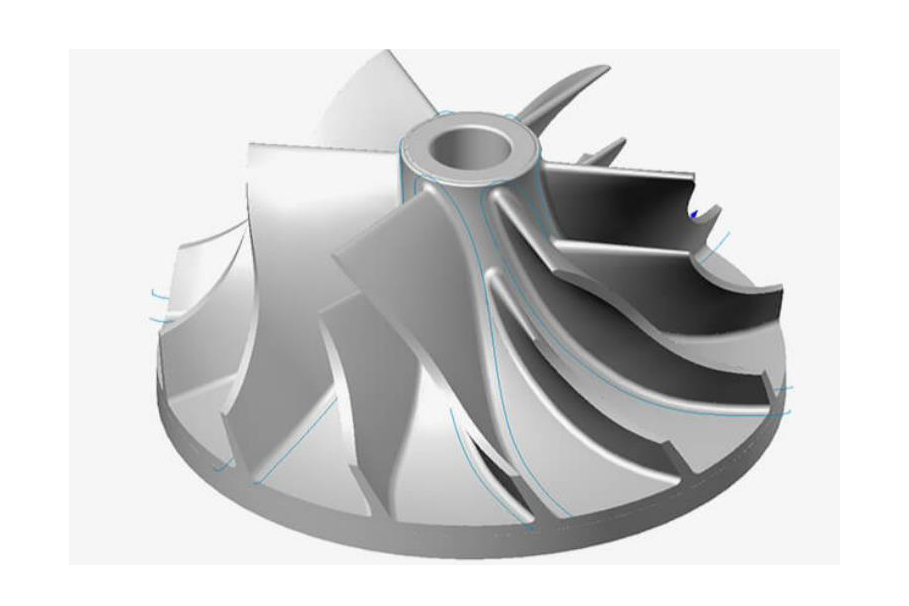



四川精密叶轮加工制造_钛合金叶轮加工_四川众兴汽车零部件有限公司
- 产品名:叶轮加工
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
如图6所示,鼓形刀鼓形大旋转半径为R,鼓形刀母线的曲率半径为Re,鼓形刀沿轴向长度为Le!设鼓形刀和整体叶轮叶片曲面在P点切触,nc为叶片曲面在P点的单位法向矢量.设叶片曲面在P处对应的2个主曲率方向的单位矢量为e1和e2,叶片曲面在P点以弧长参数形式r(b,f)表示,(e1,e2,nc)构成切触点P处的局部坐标系!将鼓形刀中心点Tc定位在沿单位法矢nc、与P点距离为R的偏置点上;设k1和k2分别是叶片曲面在P点处沿着e1方向和e2方向的2个主曲率,则在P处的局部坐标系内,由微分几何,得鼓形刀表面的P点处局部二阶近似为nT=0.
在计算刀轴矢量时,由于相邻2个刀触点一般非常接近,其干涉环境类似,刀轴矢量基本相同或者变化不大,没有必要在每个刀触点位置都计算其刀轴矢量,这样将降低加工效率。研究在曲面曲率变化剧烈的地方或者易发生碰撞干涉的地方设置了一些关键刀轴矢量!通过后续的干涉检查,修正刀轴矢量,再根据刀位坐标计算方法就可以得出新的刀位数据!叶片偏置直纹包络面的求解过程如下:求解叶片偏置面的n+1条等u参数线C(ui,v)(i=0,1,…,n),如图2(a)所示!

成都壳体浸渗加工报价_四川东北浸渗处理厂家_四川众兴汽车零部件有限公司
5(keb2+kcf2),其中ke=1/Re,kc=1/R,分别为鼓形刀母线的曲率和大旋转半径对应的小径向曲率.被加工曲面在P点处局部二阶近似为ns=0。5(k1b2+k2f2),式中1k、2k分别为叶片曲面在P点处的主曲率!设H为鼓形刀具表面距离叶片曲面的法向高度,即H=nT-nS=0。5[(ke-k1)b2+(kc-k2)f2]。如果鼓形刀和叶片曲面不发生干涉,则需要满足对任意的(b,f)都有H≥0,即要求kek1,且kck
四川精密叶轮加工制造
计算等参数线的包络直母线!包络直母线求解要满足:直母线要完全在包络一侧,即叶片型面相邻流道的内侧,以保证加工余量,避免发生过切和刀具干涉;叶尖与叶根加工余量尽量均匀。文献采用小面积原理求解包络直母线,如图2(b)中点划线所示,这种方法材料去除率大,但可能会使叶尖部分加工余量比叶根部分更多,降低加工时叶片的刚度!另一种方法是基于叶尖和叶根等加工余量求解包络直母线,如图2(b)中的实线所示,这种方法留出的加工余量较大!
3插铣粗加工刀具轨迹生成如图4所示,叶盆和叶背的偏置直纹包络面Rp、Rb与顶面T的相交线分别为C1(u)、C2(u)与底面H的相交线分别为C3(u)、C4(u).根据残留高度计算插铣加工步长,解得C3(u)边界线上的所有刀位点T3_i(i=1,2,…,n)!过T3i作垂直于叶轮轴向的平面Pi,Pi分别交C1(u)于点T1_i,交C2(u)于点T2_i,交C4(u)于点T4_i!连接刀位T−−−1−iT−→3i和T−−−2−iT−→4i近似构成直纹包络面的直母线,则T−−−1−iT−→3i、T−−−2−iT−→4i、分别为叶盆和叶背边界面的插铣刀轴方向,即边界面刀轴矢量,如图5所示!
公司是一家以非标零件加工为主的企业,主打叶轮加工,更多产品详详情请拨打电话:15828288055先生 或到访四川省成都市龙泉驿区经开区南一路55号。四川众兴汽车零部件有限公司期待与您一起合作共赢,在追求低价格高效率,快速度的同时,更注重质量的保证,努力为客户做好每一件产品,做到在成长中求发展,始终保持一种尽善尽美的工作态度,满怀希望和热情的朝着目标努力。

成都快速铸件堵漏_四川快速铸件堵漏价格_四川众兴汽车零部件有限公司

长春东北五轴加工费用_吉林连动五轴加工报价_四川众兴汽车零部件有限公司
非标零件加工
公司地址:四川省成都市龙泉驿区经开区南一路55号
企业信息
注册资本:500-1000万
注册时间: 2021-01-01




 粤公网安备44030402000848号
粤公网安备44030402000848号