

 武汉索尔德测控技术有限公司
武汉索尔德测控技术有限公司
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09



湖北煤场堆取料机无人化生产厂家_堆取料机无人化操作可行性相关-武汉索尔德测控技术有限公司
- 产品名:堆取料无人操作系统
- 产品价格:3000.00
- 尺寸:
- 产地:
- 公司:
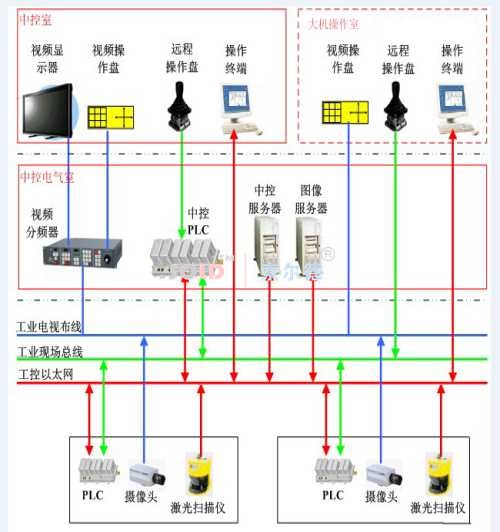
采用PLC控制系统,变频调速,辅助检测设备(料堆扫描仪、位置检测装置、工控机,皮带检测,摄像头装置等)来实现堆取料机的自动控制;堆取料自动控制中采用现场ControlNet,总线和工业以太网总线方式进行数据交换;三维数据采集模块。负责堆取料机的实时位置信息的采集、激光扫描装置的实时数据的采集,并将采集来的数据进行初步处理,形成料堆表面的三维点云数据!三维数据计算模块.负责接三维采集模块形成的点云数据,根据点云数据重构料堆的三维模型数据库等.
人机操作界面软件!直观可视的操作界面,包含了针对作业大机的各项参数显示栏以及可控制和修改实际作业流程的具体按键!操作员可以通过画面上的实时数据显示和操作按键,在中控室里进行远程监测和控制现场的堆料作业,也是实现自动化取料的人机交互系统.防碰撞模型软件。用于在中控室3D实时显现单机的工作状态信息,包括单机的在堆场的位置信息,悬臂的方位信息,悬臂的俯仰角度信息;其中单机之间有碰撞危险时发出警报;还可以设定保护值,当单机之间距离接近保护值,给主控PLC发出停机信号;本系统中斗轮堆取料机单机全自动化系统工作过程如下:首先是工作人员下达任务单,控制中心的工业控制机(IPC)的中控处理单元对任务单进行处理,分析出是堆料或取料工作,并计算出的堆、取料的坐标范围;IPC将堆取料的工作方式及其范围坐标等数据传输至主控PLC中,PLC根据是堆料或取料工作采取不同的控制策略!
本项目具有以下现实意义:改善劳动环境和降低劳动强度减少人为因素的影响和人力投入提高堆、取料机的自动化作业程度并稳定生产运行提高码头整体智能化作业管理水平保持行业技术前沿性.对于单机全自动系统而言,全自动化的硬件控制设备都在堆取料机中,主要包括PLC、激光料堆扫描,实时大机行走定位,俯仰角测量,旋臂角度测量各类辅助装置等;料堆扫描装置完成料堆原始三维数据及预处理,通过处理后的数据形成实时的模型;根据对取料机控制策略,完成斗轮堆取料机自动作业;堆取料机异常状态检测,防止碰撞、过载等异常情况的发生;控制中心设置人工干预装置如手柄操作盘等,当堆取料机工作出现异常时,可以进行人工干预,主要包括停机,暂停堆取料、大车后退、大臂旋转等操作;单机PLC作为控制中心,需根据主控PLC传送过来的堆取料任务的范围,实现堆取料的逻辑控制及其操作的实现。
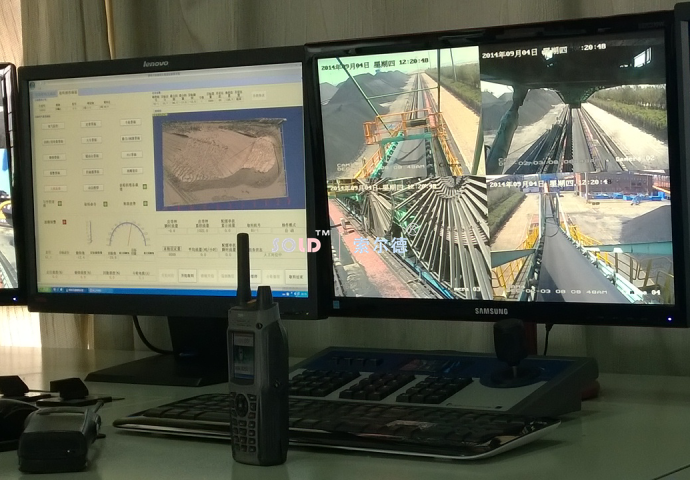
控制机从管理机获得作业计划或者自行编制作业计划,根据作业料堆在料场中的三维空间形状数据,结合堆取料机的物理尺寸数据,通过优化计算获得堆取料机的取料或堆料位置,形成作业指令,将作业指令发送到相应的堆取料机PLC,中控操作人员确认作业任务(作业料堆、作业料种、作业吨位等)正确和环境安全因素后,由堆取料机进行无人驾驶的堆、取料作业!在堆取料过程中,中控操作人员可以通过监控终端和视频终端实时监视现场作业过程,必要时可以通过位于控制室的操作台对堆、取料作业进行手动干预和作业调整.

浙江煤场GPS定位自动控制系统_gps定位图相关-武汉索尔德测控技术有限公司
湖北煤场堆取料机无人化生产厂家

行车物流管理系统制造商_索尔德自动化成套控制系统厂家客服-武汉索尔德测控技术有限公司
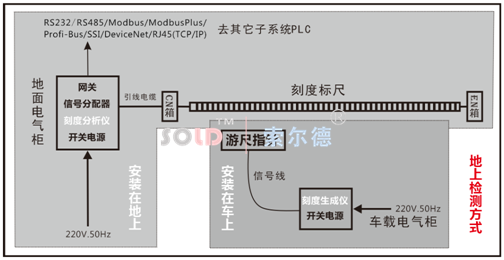
利用堆取料机的走行、俯仰、回旋运动,带动安装在堆取料机悬臂前方的激光扫描装置对料堆进行动态扫描,对获得的激光扫描数据进行预处理、坐标转化、网格规范化处理、插值处理后生成规则的三维数据,最终生成整个料场的完整网格数据库,并实时更新数据库内数据内容,从而实现终端显示的三维料场图像实时动态更新。生成的实时三维料堆图像数据,不仅能让作业人员动态掌握料场料堆的堆放情况,更为重要的是通过对料堆形状的实时识别,并实时动态对料堆进行数据化处理保存,为下一步全自动堆取料工艺提供了有力的支撑和保证!伺服式加速度传感器是一种闭环测试系统,具有动态性 能好、动态范围大和线性度好等特点。其工作原理,传感器的振动系统由 "m-k”系统组成,与一般加速度计相同,但质量m上还接着一个电磁线圈,当基座上有 加速度输入时,质量块偏离平衡位置,该位移大小由位移传感器检测出来,经伺服放大器 放大后转换为电流输出,该电流流过电磁线圈,在永久磁铁的磁场中产生电磁恢复力,力图使质量块保持在仪表壳体中原来的平衡位置上,所以伺服加速度传感器在闭环状态下工作。
自动化成套控制系统
公司地址:武汉市东湖新技术开发区高新四路40号葛洲坝太阳城3栋5层04室
企业信息
注册资本:1000万以上
注册时间: 2014-12-09


 粤公网安备44030402000848号
粤公网安备44030402000848号