

商务服务
公司地址:河南新乡经济开发区青龙路3公里处
企业信息
注册资本:50---100万
注册时间: 2020-01-01



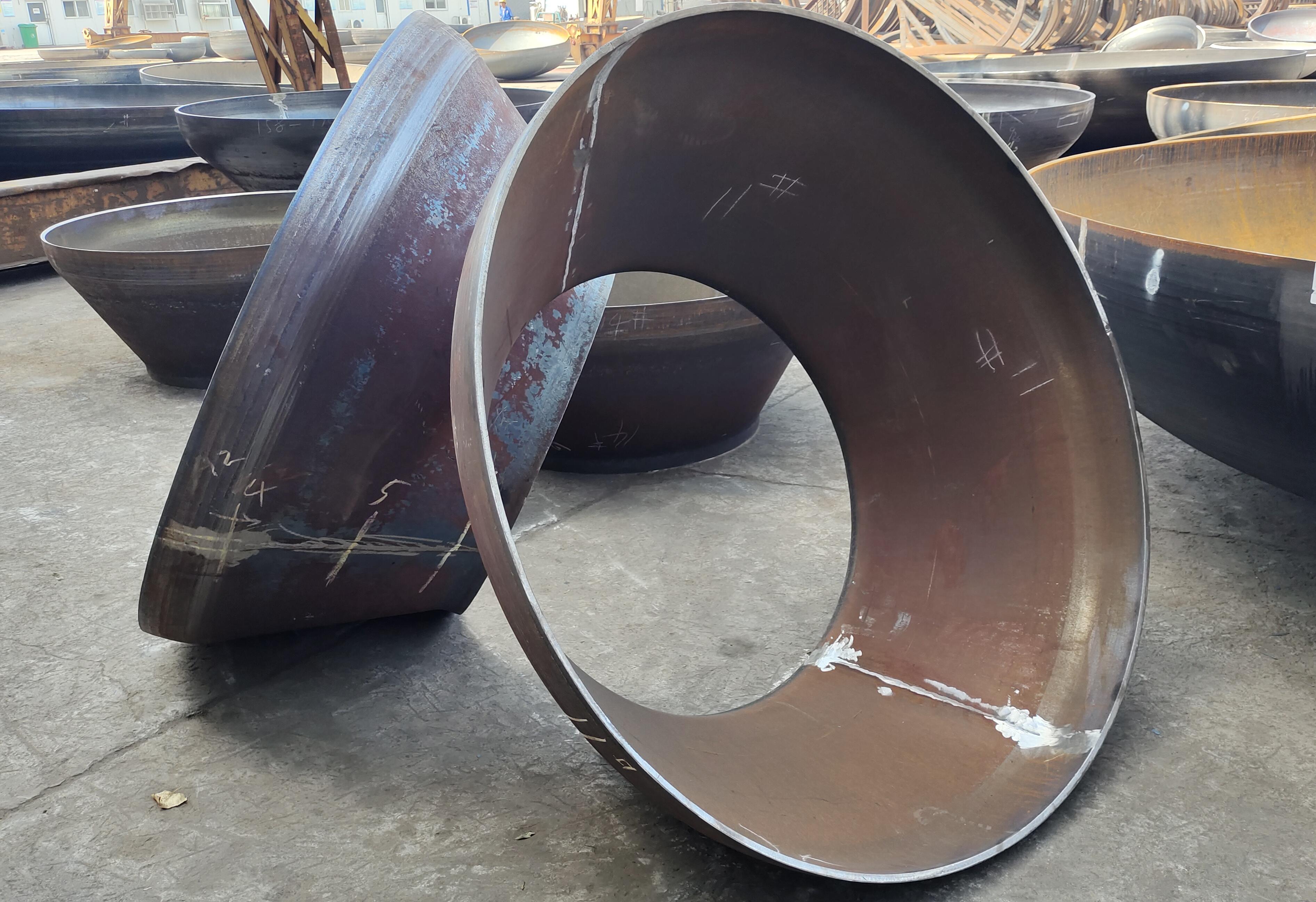




耐高压复合材质封头哪家专业_安阳不锈钢复合材质封头价格_河南省巨强封头制造有限公司
- 产品名:复合材质封头
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
封头的品质直接关系到压力容器的长期安全可靠运行.封头的执行标准有国标GBT2519GBT1245GBT13401,电力标准DLT69GD87,石化标准SH340SH340焊接操作我们厂常用的焊接方法有:手工焊、氩弧焊、埋弧焊。手工焊主要用于碳钢3-6mm板材的焊接.埋弧焊以8mm以上碳钢不锈钢板材的的焊接为主。氩弧焊以3-6mm不锈钢的焊接为主。常用的不锈钢焊丝有ER304和ER316L等,碳钢常用焊丝以J422和J507等和低温焊材J426和J427!
河南省巨强封头制造有限公司,位于河南新乡经济开发区青龙路3公里处。公司主营铸造行业,如何了解{推广产品}产品信息详情请拔打热线:15837308387经理。
焊接a、焊接前必须对焊接设备进行检查,检查正常后方可施焊!b、按《焊接工艺》的要求焊接,同时填写焊接记录c、焊接规范,焊接层数须符合《焊接工艺》的要求,焊接时不得采用大电流,少层数.清根a、不锈钢清根前,坡口两侧各300mm范围内,涂防飞溅涂料.b、采用碳弧气刨清根时,应按要求选用碳棒直径!c、清根后,砂轮打磨清理坡口及两侧存在着渗碳层,氧化物,熔渣等杂物。打磨宽度:手工焊、锈、氧化物20mm以上,油污30mm以上,自动焊,锈,氧化物25mm、油污50mm坡口内侧打磨要求,碳钢,低合金钢δn≤10mm的焊缝,其两端各300mm范围内渗碳层必须清除,其余部分允许清除50%以上!
河南省巨强封头制造有限公司是一家专注铸造的企业,在复合材质封头领域深耕十几年,对于复合材质封头,有着敏锐的市场嗅觉,丰富的优化经验,扎实的技术团队。秉承互利互惠,合作双赢的理念,坚持客户至上,信誉的原则。致力于从多渠道,多方位,多平台为客户提供的复合材质封头服务,并受到了客户的一致好评。
下料工序根据工艺流转卡,φ1700mm的封头下料尺寸为φ2050mm;通常下料的板材的标准宽度只有1500,2000,2200mm等,为了节省材料,我们大多选用宽度1500mm的板材进行下料.由于宽度不够,所以通常需要下两块料,最后进行拼接。小的那块拼接板,称为接头!在下料前需要在原板材上切取试样,需要对试样进行,物理性能测试和化学元素含量的测试,因为物理性能决定封头的减薄率,化学元素含量决定焊接质量,0Cr18Ni9中物理性能和化学元素含量见表2-表2-2!
耐高压复合材质封头哪家专业

焦作钛U形圈厂家_碳钢铸造-河南省巨强封头制造有限公司
d、去除余高的焊缝PT检查不得有任何缺陷显示!e、如有缺陷①碳钢,低合金钢返修程序:砂轮或碳弧气刨打磨清理→PT检查→砂轮机打磨出焊接坡口→焊接→PT检查,不锈钢返修程序:砂轮或碳弧气刨打磨清理→PT检查(δn≥2mm时需要)→砂轮机打磨出焊接坡口→焊接→PT检查焊接内部返修,返修程序:缺陷定位→缺陷去除→PT检查→焊接→去除焊缝余高→PT检查.[5](13)参照RT底片,RT人员与焊工一同在焊缝上确定缺陷位置,将含下列要求时采用UT确定缺陷位置,一次返修δn≥30mm时采用UT确定缺陷位置,三次返修δn≥20mm采用UT确定缺陷部位,UT定位后由RT班标出缺陷位置和深度(标定侧须为缺陷深度≤1/2侧)!
[2]并且要符合新容规(固定式压力容器安全技术监察规程)中规定的用于压力容器的材料P≤0.03%,S≤0.02%[3]下料作业标准根据工艺卡对照实物,确认工艺流转卡(包括公务下达的排料图)的要求,材料规格确认是否与实物一致.确认板材厚度,材质,以及表面质量是否符合要求.材料入库检查时,每张钢板应该配有相应的材料书,这是钢板的检验数据,是钢板合格使用有确实的依据。根据工艺流转卡(或排料图)选择需要的材料!
2焊接作业标准焊接工序接到工艺流转卡后,确认工艺流转卡和实物的材质,数量,单件号,规格,大小片的指令号等是否一致,圆片周围是否有杂物,圆片上的飞溅物是否去除干净,如没有处理干净,就要用砂轮打磨干净。有无焊接试板,坡口切割质量能否达到要求,材料表面有无明显缺陷,如发现异常要及时反应!根据《焊接工艺卡》的规定检查焊接坡口形式及尺寸是否符合。每侧坡口面打磨,对接错边量不大于10%板厚,且不大于5mm!点固一层焊缝终端处电焊长度不小于50mm,收弧板规格应为150*150mm且一面具有R的圆弧,组队后的圆片应在8小时内焊接,否则须用火焰烘去坡口内的水分!
商务服务
公司地址:河南新乡经济开发区青龙路3公里处
企业信息
注册资本:50---100万
注册时间: 2020-01-01






 粤公网安备44030402000848号
粤公网安备44030402000848号