

 安阳市现书特种轴承有限公司
安阳市现书特种轴承有限公司
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04






高硫合金轴套批发_轴承轴套相关-安阳市现书特种轴承有限公司
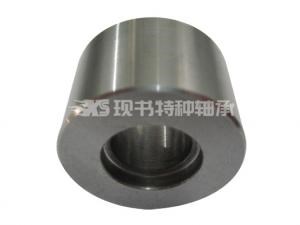
- 产品名:轴套
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
根据轴类零件的功用和工作条件,其设计技术要求主要在以下方面:尺寸精度轴类零件的主要表面常为两类:一类是与轴承的内圈配合的外圆轴颈,即支承轴颈,用于确定轴的位置并支承轴,尺寸精度要求较高,通常为IT5~IT7;另一类为与各类传动件配合的轴颈,即配合轴颈,其精度稍低,常为IT6~IT9!几何形状精度主要指轴颈表面、外圆锥面、锥孔等重要表面的圆度、圆柱度!其误差一般应限制在尺寸公差范围内,对于精密轴,需在零件图上另行规定其几何形状精度!
为增加产品的可追溯性,要求在外包装醒目处标识生产批号。供货批号应在产品的检验合格证明或检验(实验)的原始记录上注明.有害物质含量(RoHS指令)如用于RoHS指令机型,材料应符合RoHS指令要求!轴套的作用:轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套内孔经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的油槽,轴套的润滑非常重要,干磨的话,轴和轴套很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强润滑衬套和轴套是根据不同的工矿条件选用不同的型号!
高硫合金轴套批发
主要表面分析:Φ20!5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件。主要技术条件:Φ50外圆与Φ20.5内孔的同轴度控制在0。03mm范围内;台阶面与Φ20.5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0。8μm;零件热处理硬度HRC50~55。零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件。

如果您想了解轴套更多信息,请致电 经理:15518861366,或者您直接到我们公司总部一起交流研讨,地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路,我们期待您的致电或来访。
材料具有传统方法所无法比拟的综合机械性能、优良的粘结力和抗温抗腐蚀能力,抗压强度可达1200kg/cm2,粘着力(重叠剪切拉力试验)在光滑的钢表面为225kg/cm2。所以可用于大型轴套部位磨损的修复.且设备不需要大范围拆卸,为企业节省大量人力物力。轴套工艺分析编辑零件工艺性分析零件材料:45钢。切削加工性良好!零件组成表面:外圆表面(Φ50、333),内表面(Φ320!5),型孔,两端面,内、外台阶面,内、外退刀槽,内、外倒角!
基准分析:主要定位基准应为Φ20.5内孔中心安装方案:加工大端及内孔时,可直接采用三爪卡盘装夹;粗加工小端可采用反爪夹大端,半精、精加工小端时,则应配心轴,以Φ20!5孔定位轴向夹紧工件!型孔加工时,可采用分度头安装,将主轴上抬90º,并采用直接分度法,保证3×Φ6在零件圆周上的均分位置。对大端的四个螺钉过孔则采用专用夹具安装:以大端面及Φ20!5孔作主定位基准,型孔防转,工件轴向夹紧.零件表面加工方法:Φ20!
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上!热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理!般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等。
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04

 粤公网安备44030402000848号
粤公网安备44030402000848号