

 沧州鑫宜达钢管集团股份有限公司
沧州鑫宜达钢管集团股份有限公司
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01



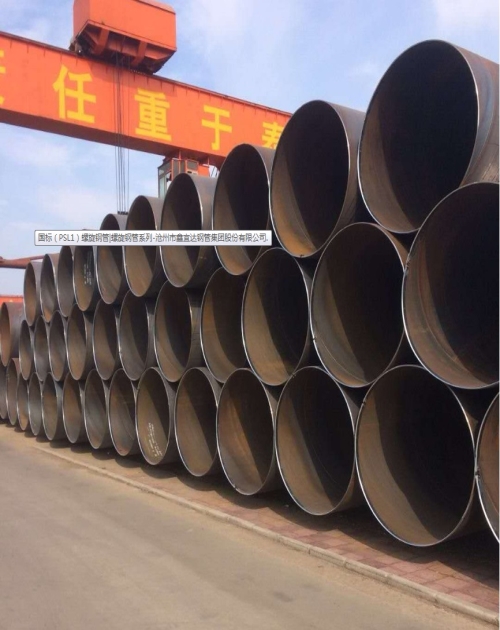



GB9711直缝埋弧焊钢管哪家好_厚壁焊接钢管-沧州鑫宜达钢管集团股份有限公司
- 产品名:直缝埋弧焊钢管
- 产品价格:4950.00
- 尺寸:
- 产地:
- 公司:
承压参数主要有2ST/T,S为屈服强度,T为壁厚!X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;L360埋弧焊接钢管外径O!
92-139!8mm)双面埋弧直缝焊接钢管长度UnitLenght:5-66meter直缝焊管使用Si-Ca和Si-Al-Ba两种不同脱氧剂时,在浇铸过程中钢液都发生明显的二次氧化,但Si-Al-Ba脱氧钢液二次氧化更为严重!也可采直缝钢管用易于焊接0317标准型号6012及钢母755软钢共同制造.钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货!
GB9711直缝埋弧焊钢管哪家好
保证了原材料稳定可靠的供应.国际质量认证集团总公司已经具备API美国石油协会、ISO国际质量认证体系的认证;我公司通过美国石油协会APISPEC!5L和ISO9001-2000国际质量认证;另外,还通过了中油气集团管材研究所按照以下要求所进行得型式试验认证。1、西气东输管道工程用直缝埋弧焊管技术条件Q/SYXQ15-2003。2、美国石油协会API5LPSL2标准要求!3、中国国家标准GB/T9711标准要求。
承压参数主要有2ST/T,S为屈服强度,T为壁厚!埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管!埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等.下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70.

冷拔碳钢无缝管加工_20#无缝钢管-沧州鑫宜达钢管集团股份有限公司
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管.但是与相同长度的直缝管相比,焊缝长度增加30,而且生产速度较低.直缝钢管英文(Straightsteelpipe),一般焊管:一般焊管用来输送低压流体.用Q195、Q215A、Q235A钢、Q235B普碳制造板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形可以执行的标准GB/T3091-2008低压流体钢管生产标准,GB/T9711石油天然气钢管生产使用标准,还可以执行美国API5L管线钢管执行标准!

热扩无缝钢管哪家专业_精密无缝钢管相关-沧州鑫宜达钢管集团股份有限公司
冶金性能的材料直缝埋弧焊钢生产,螺旋焊管生产热轧卷板。热连轧等一系列优点的过程中,以生产高品质钢材,冶金工艺能力的访问。例如,在输出台配备水冷却系统,以加速冷却,允许使用低合金成分,以达到一个特殊的强度等级和低温韧性,以改善钢的焊接性。但基本的钢铁生产厂。线圈的合金含量(碳当量)往往低于类似等级的钢板,这也提高了螺旋焊管的焊接性。需要说明的是,由于线圈的螺旋焊管轧制方向不是垂直于管轴方向的钢管(螺旋角上的文件夹的解决方案而定),直缝钢管的钢板轧制方向垂直管轴方向,因此,螺旋焊管材料的抗裂性能优于直缝钢管。?焊接工艺从焊接过程中,螺旋焊管,直缝钢管的焊接方法,但的纵向难免会有很多的T型焊接,使焊接缺陷的存在的可能性也大大提高,和T型焊缝焊接残余应力焊接金属往往是在一个三维应力状态,裂缝的可能性增加。,根据埋弧焊每个焊接工艺要求,应该有灭绝弧在每个纵向焊接环缝,无法满足的条件,这可能是在灭绝的焊接缺陷。。
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01








 粤公网安备44030402000848号
粤公网安备44030402000848号