

 沧州鑫宜达钢管集团股份有限公司
沧州鑫宜达钢管集团股份有限公司
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01





X56高频直缝钢管厂_X56焊接钢管加工-沧州鑫宜达钢管集团股份有限公司
- 产品名:高频直缝钢管
- 产品价格:4850.00
- 尺寸:21-160
- 产地:沧州
- 公司:鑫宜达
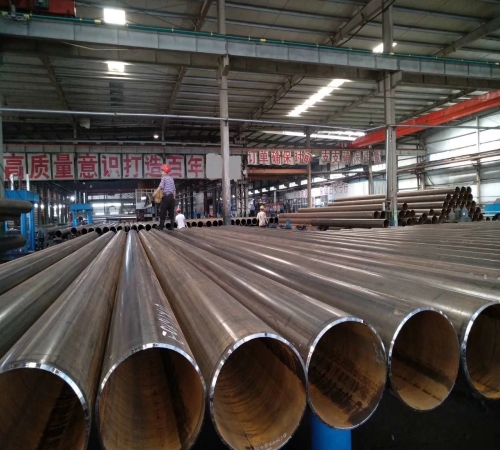
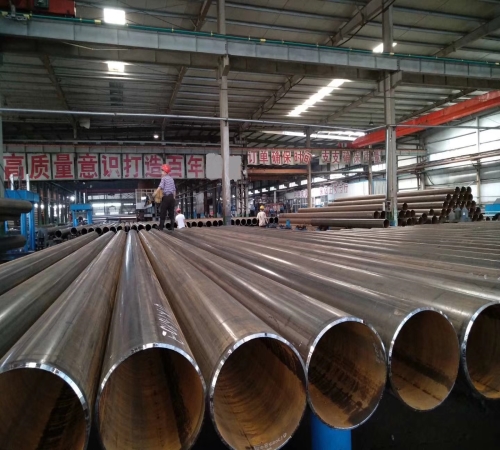
焊接后焊缝的强度和韧性与母体不同!材根据使用需求,可以对内外焊接毛刺进行清理或不作清理。焊接对工件可以不清理,可焊薄壁管,可焊金属管!高频直缝焊接钢管流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。高频直缝焊接钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水!
3.成型机组的结构开发垂直卷组的一部分,辊形状的小排滚子直形状与垂直!4。在操作线,高频直缝焊管机组设置在线连续流动检验及超声波检验.5!在钢管热处理技术,它开发了在线焊接的热处理、离线频率感应热处理和连续光亮退火热处理!高频直缝焊接钢管也叫做直缝电阻焊管([1]StraightSeamHFWeldedPipeMill),高频直缝焊接钢管一般生产的口径都较小,一般在DN600一下,大口径的一般采用双面埋弧焊钢管!
近些年来。直缝焊接钢管在扩径技术,材料的耐压强度和焊接工艺上取得突破性的进展,受到越来越多客户的青睐,是钢管产品中市场前景比较好的产品之一!在一定的宽度后分切和剥离的展开和夷为平地,然后送入成型机钢板。通过使用滚子,钢管被加工成管状态!由于邻近效应和高频电流的集肤效应被融化钢铁板块的边缘。然后盘子是挤压,通过使用挤压辊焊接到管道!直缝高频焊的管磨机也被称为遗留(电阻焊)管磨机!高频直缝钢管与直缝钢管区别一、性质不同1、高频焊接钢管:是热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应,使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产的产品!
2、直缝焊接钢管:包括双面埋弧焊直缝焊接钢管和高频电阻焊,高频电阻焊的英文简称erw,埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等!二、材质不同1、高频焊接钢管:高频电阻焊接的钢管,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好!2、直缝焊接钢管:直缝焊接钢管材质主要有Q195、Q215,Q345及x42等管线钢系列.直缝焊接钢管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种。
作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等!高频直缝焊接钢管采用的是高频电阻焊的工艺水平,这是制作焊接直缝钢管的主要工艺之一.河北沧州孟村盐山一带是直缝焊接钢管的主要产地。直缝焊接钢管不但可以生产出普通碳钢材质的钢管产品,还可以生产x级的管线管产品,k55,j55等石油套管的产品.是所有的钢管产品中材质使用比较广泛和应用广泛的产品!相比于螺旋钢管只能生产q系列的产品,无缝钢管在生产口径和价格上昂贵,直缝焊接钢管无论在生产工艺,生产效率还是价格上面都具有优势。
高频直缝焊接钢管根据高频焊接工艺不同,可分为直缝高频电阻焊钢管和直缝高频感应焊钢管.成形工艺一般采用辊弯冷成型方式.高频直缝焊接钢管一般生产的口径都较小,一般在外径660mm或26英寸以下!其特点是:焊接速度快大,例如,对于外径1英寸以下钢管,焊接速度大可达200米/分钟。对于外径25英寸钢管,焊接速度也能达到20米/分钟以上.其焊接为压接方式,而不是熔融焊接,与熔融焊接相比,焊接热影响区相对较小,对母材的组织影响小!
X56高频直缝钢管厂
Q235厚壁直缝钢管哪家好_Q355焊接钢管现货-沧州鑫宜达钢管集团股份有限公司

饮用水二布三油防腐钢管加工_IPN 8710二布三油防腐钢管-沧州鑫宜达钢管集团股份有限公司
我司主营焊接钢管领域的企业,主要以高频直缝钢管为主要产品,公司位于沧州市开发区石港路32号,更多产品信息详情请上http://www.18pipe.com查看。沧州鑫宜达钢管集团股份有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
其特点是:焊接速度大,焊接热影响区小,焊接对工件可以不清理,可焊薄壁管,可焊金属管!高频直缝焊接钢管流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―清除毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品!高频直缝焊接钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水!作气体输送用:煤气、蒸气、液化石油气!
给排水三布五油防腐钢管定做_化工三布五油防腐钢管-沧州鑫宜达钢管集团股份有限公司
几何无缝化就是去除ERW钢管的内外焊缝毛刺。由于内毛刺去除系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的去除已有了较好的处理。内毛刺可控制在-0.2mm~+0.5mm左右。物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。
物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均化、一致化。ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。其中过热区组织由于焊接温度在1100℃以上,奥氏体晶粒急速长大,在冷却条件下会形成硬而脆的粗晶相,此外温度梯度的存在会产生焊接应力。
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01







 粤公网安备44030402000848号
粤公网安备44030402000848号