

 沧州鑫宜达钢管集团股份有限公司
沧州鑫宜达钢管集团股份有限公司
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01
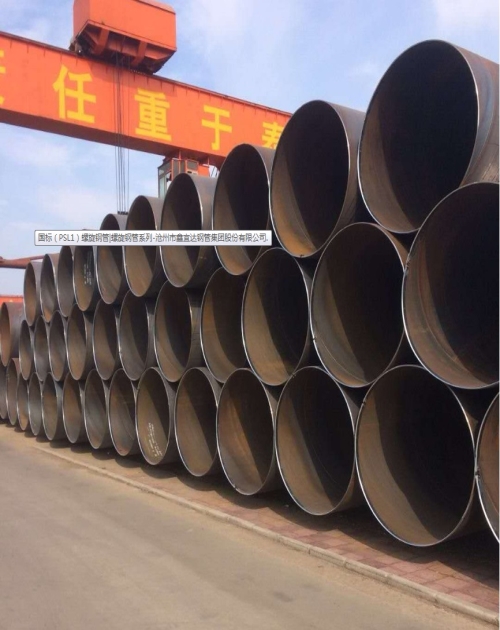







L360大口径直缝钢管厂家-沧州鑫宜达钢管集团股份有限公司
- 产品名:大口径直缝钢管
- 产品价格:4950.00
- 尺寸:
- 产地:
- 公司:
生产工艺编辑综述直缝钢管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管!埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等!下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺!埋弧焊工艺1!板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;2!铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;3。预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;4。
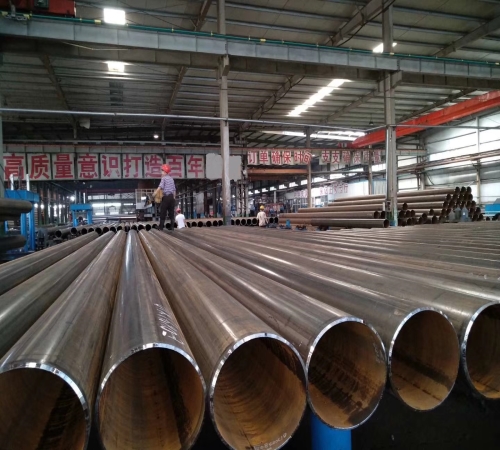
IPN 8710矿用涂塑钢管现货_矿用涂塑钢管-沧州鑫宜达钢管集团股份有限公司
X射线检查Ⅰ:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度;10!扩径:对埋弧焊直缝钢管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态;11!水压试验:在水压试验机上对扩径后的钢管进行逐根检验以保证钢管达到标准要求的试验压力,该机具有自动记录和储存功能;12!倒棱:将检验合格后的钢管进行管端加工,达到要求的管端坡口尺寸;13.超声波检验Ⅱ:再次逐根进行超声波检验以检查直缝焊钢管在扩径、水压后可能产生的缺陷;14。
承压参数主要有2ST/T,S为屈服强度,T为壁厚.埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高.脱氧剂影响编辑对于ω(Als≤0!01%直缝焊管,使用两种脱氧剂对VD处理后钢中总氧量影响较小,都能将ω(T。O控制在20×10-6以下;Si-Al-Ba脱氧后在各工序中都可得到较低的总氧含量,各工序脱氧效果强于Si-Ca脱氧效果.直缝焊管使用Si-Ca和Si-Al-Ba两种不同脱氧剂时,冶炼过程中夹杂物的数量、尺寸都有较大区别,Si-Al-Ba脱氧后各工序的夹杂数量要少于Si-Ca脱氧后,且尺寸较小。
直缝钢管是焊缝与钢管纵向平行的钢管!通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等!直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管!但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低直缝钢管英文(Straightsteelpipe),一般焊管:一般焊管用来输送低压流体。
L360大口径直缝钢管厂家
成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形,后形成开口的"O"形5!预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;6。内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;7!外焊:采用纵列多丝埋弧焊在直缝埋弧焊钢管外侧进行焊接;8。超声波检验Ⅰ:对直缝焊钢管内外焊缝及焊缝两侧母材进行的检查;9。
用Q195、Q215A、Q235A钢、Q235B普碳制造!也可采直缝钢管用易于焊接0317标准型号6012及钢母755软钢共同制造!钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种!埋弧焊直缝钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。
底漆是油漆系统的一层,用于提高面漆的附着力、增加面漆的丰满度、提供抗碱性、提供防腐功能等,同时可以保证面漆的均匀吸收,使油漆系统发挥效果
面漆质量好就可以不用底漆,这种说法不对,因为面漆与底漆的功能不同,面漆更加侧重于的装饰与表观效果,而底漆则侧重于提高附着力、防腐功能、抗碱性等。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故
致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
其他管材
公司地址:沧州市开发区石港路32号
企业信息
注册资本:50---100万
注册时间: 2020-01-01







 粤公网安备44030402000848号
粤公网安备44030402000848号