

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
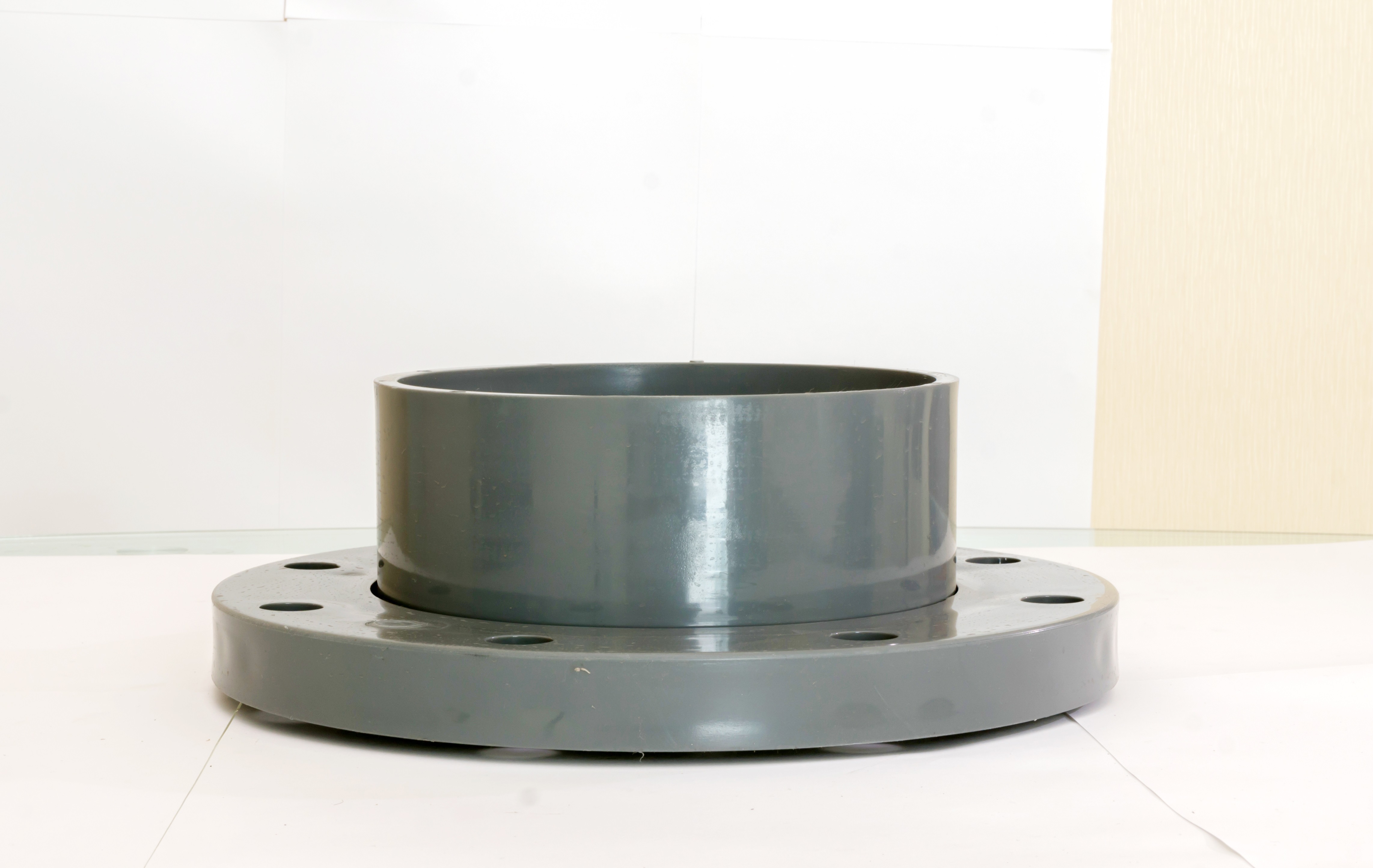






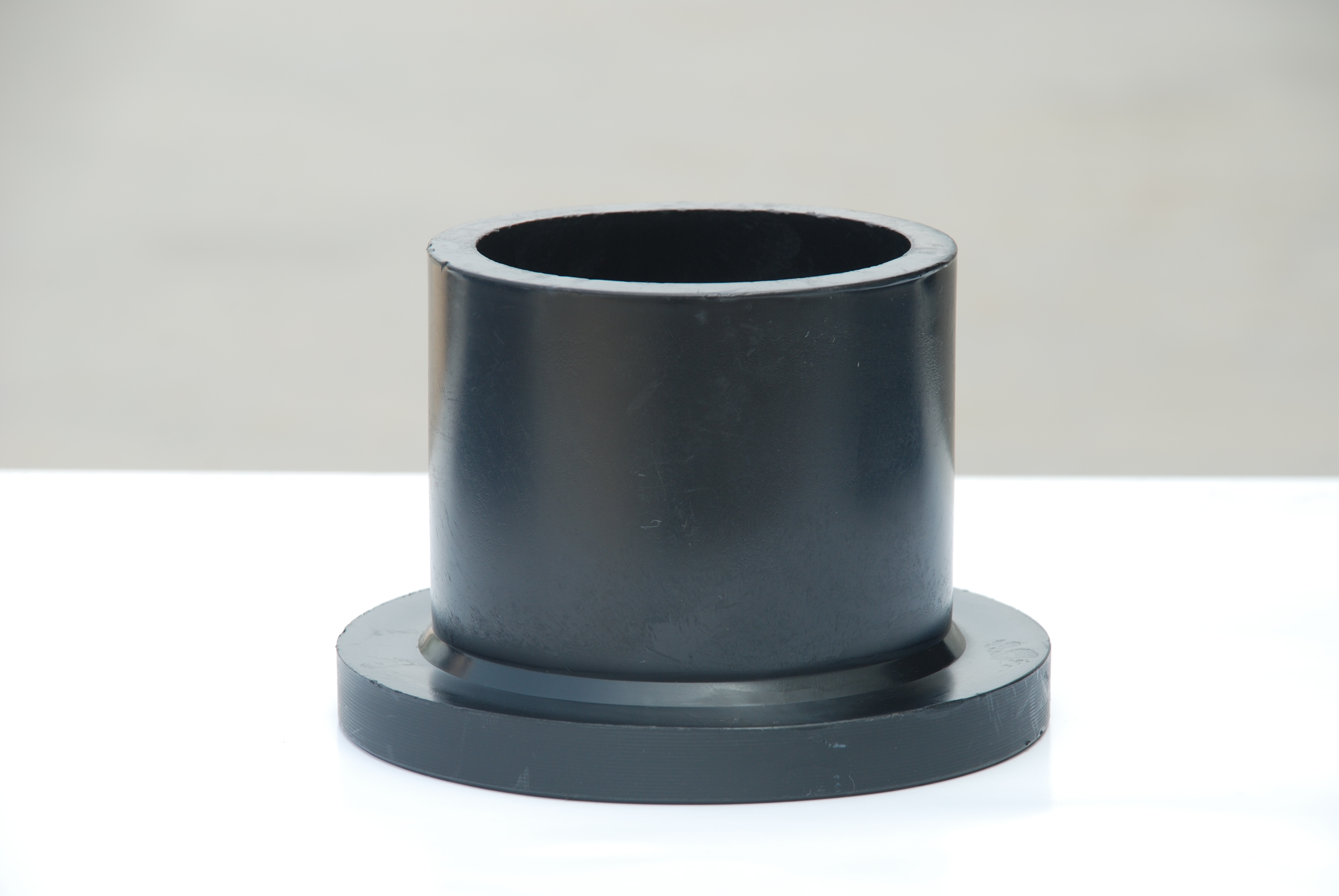

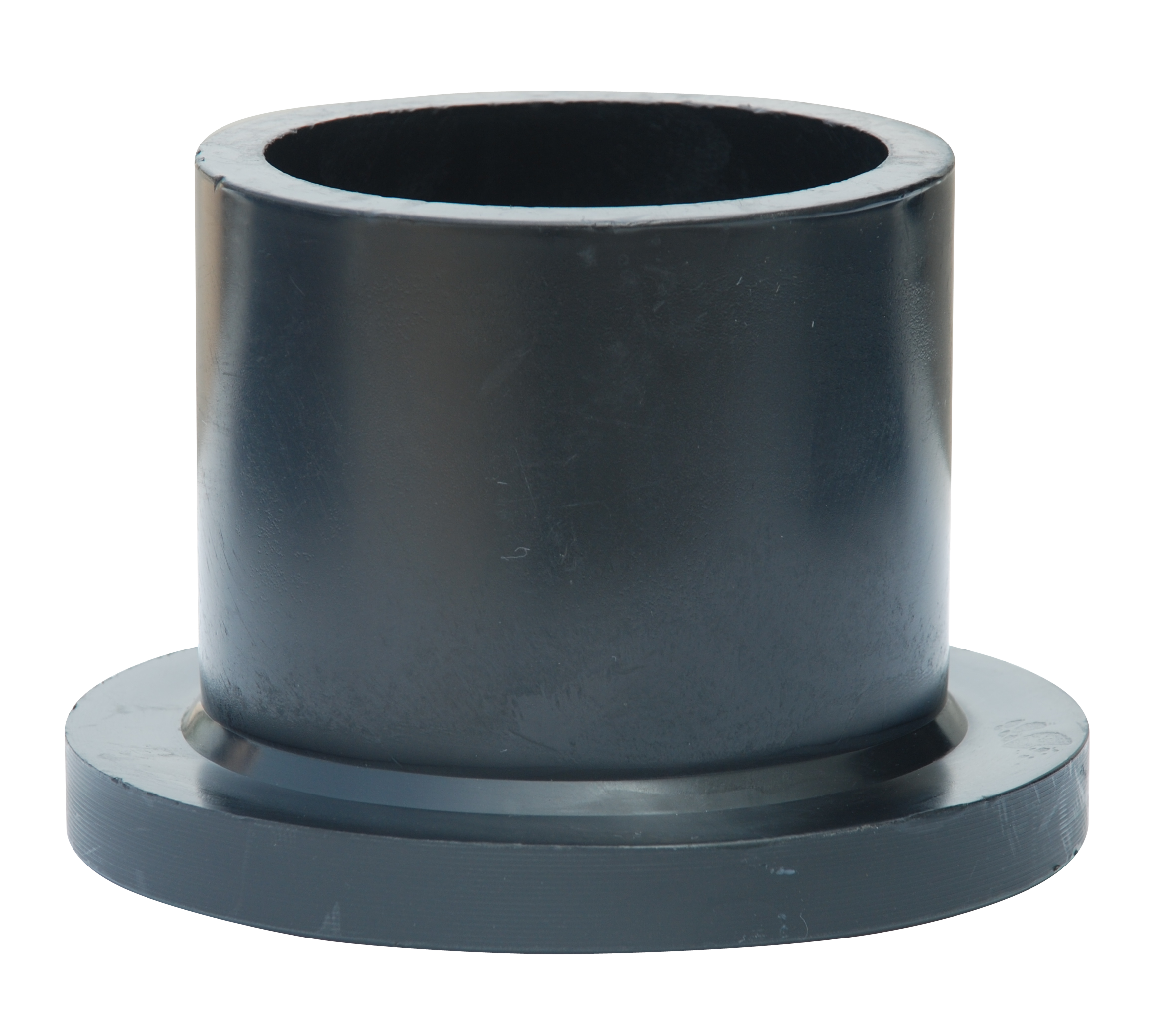

提供PE法兰厂家电话_知名PE-山东汇通达塑业有限公司
- 产品名:PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片
- 产品价格:2.76
- 尺寸:
- 产地:
- 公司:
5~1。0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端平整、光洁。4!对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%。5!加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热。保证有足够熔融料,以备熔融对接时分子相互扩散!6!切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好.
山东汇通达塑业有限公司坐落于山东省德州禹城市东四环路,是山东德州禹城市知名企业,公司业务联系人冰露:13365348788, 期待您的来电咨询更多关于PE法兰相关信息!
提供PE法兰厂家电话
2!夹紧管材:用干净的布清除两管端部的污物。将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短.管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好。3!切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架!切屑厚度应为0!
山东汇通达塑业有限公司是一家着力于研究PE的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片,我们在这里等待您的到来!
(三)、两法兰盘上螺孔应对中,法兰面相互平行,螺栓孔与螺栓直径应配套,螺栓规格应一致,螺母应在同一侧;紧固法兰盘上的螺栓应按对称顺序分次均匀紧固,不应力度强组装;螺栓拧紧后宜伸出螺母1~3丝扣!(四)、法兰密封面、密封件不得有影响密封性能的划痕、凹坑等缺陷,材质应符合输送城镇燃气的要求。(五)、法兰盘、紧固件应经过防腐处理,并符合设计压力要求。钢塑转换接头连接(一)、钢塑转换接头的聚乙烯管端与聚乙烯管道或钢骨架聚乙烯复合管道的连接应符合本规程相应的热熔连接或电熔连接的规定。
(二)、钢塑转换接头钢管端与金属管道连接应符合相应的钢管焊接或法兰连接的规定.(三)、钢塑转换接头钢管端与钢管焊接时,在钢塑过渡段应采取降温措施!(四)、钢塑转换接头连接后应对接头进行防腐处理,防腐等级应符合设计要求,并检验合格。操作要点及工艺步骤:1。材料准备:管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件!热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验!
5MPa!PE热熔机特点:热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接!在加热对前,需要将待焊管道的两端口进行铣削,这样-一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更好!整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却!对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在--定范围,在有限的流动中实现“熔后焊接”!

山东口碑好的PE直通特价_专业PE-山东汇通达塑业有限公司
山东汇通达塑业有限公司成立于2004年,坐落于禹城市高新技术产业开发区,是一家集PVC管材管件、HDPE管材管件、节水灌溉等产品研发、制造、销售、设计安装、货物进出口为一体的生产型企业。现有国内外先进的挤出机、注塑设备,设备自动化程度高,专业生产直径16mm-1200mm的PVC-U、PVC-M、PVC-UH、HDPE给水、灌溉、排污管材管件,HDPE喷灌、滴灌管材管件、ABS系列化工管材管件,年生产管材管件能力达4万吨。
7!熔融对接:是焊接的关键,熔融对接过程应始终处于熔融压力之下.8.冷却:由于塑料材料导热性差,冷却速度相应缓慢!焊缝材料的收缩、结构的形成过程在长时间内以缓慢的速度进行!因此,焊缝的冷却必须在一定的压力下进行.1、PE管较金属管硬度低、刚性差,在搬运、施工中应加以保护,避免不适当外力造成机械损伤.在暗敷后要标出管道位置,以免二次装修破坏管道.2、除了与金属管或用水器连接使用带螺纹嵌件或法兰等机械连接方式外,其余均应采用热熔连接,使管道一体化,无渗漏!
钢板法兰和锻打法兰外形是有些区别,两种法兰的质量肯定是锻打的质量要好的,但是要根据自己用在高中压工况还是低压的工况,如果是低压工况买钢板法兰就可以。
锻打的材质有很多,比如碳钢合金钢不锈钢都可以锻打,锻打法兰适用于高中压,钢板法兰适用于低压。
1、焊缝形式不同: 平焊的焊缝不能射线探伤,而对焊的焊缝可以。带颈平焊法兰管子与法兰的焊接焊缝形式为角焊缝,而带颈对焊法兰与管子的焊接焊缝形式为环焊缝;平焊是两个角接环焊缝,对焊是一个对接环焊缝。带颈平焊法兰和不带颈的平焊法兰的区别在于带颈平焊法兰是比不带颈平焊法兰的在管线焊接部位要多出来一处,不带颈平焊法兰也就是平板法兰,没有法兰的凸台同样是平角焊缝。带颈对焊法兰与接管连接的焊缝属B类缝,带颈平焊法兰与接管连接的焊缝属C类缝,焊后无损检测不一样。2、材质不同:带颈平焊法兰材质为厚度符合要求的普通钢板机加工而成,而带颈对焊法兰材质多为锻钢件机加工而成。 3、公称压力不同:带颈平焊法兰公称压力为:0。6---4。0MPa的,而带颈对焊法兰公称压力为:1--25MPa等级的,显然,带颈平焊法兰的适应的压力等级较低些。 4、连接方式不同:带颈平焊法兰与带颈对焊法兰在结构上的区别在于接管与法兰连接方式的不同,带颈平焊法兰一般都是接管与法兰角接,而带颈对焊法兰是法兰与接管对接。 平焊法兰一般的只能与管道连接,而不能直接与对焊管件连接;对焊法兰一般可以与所有对焊管件(包括弯头、三通、异径管等等)直接连接。
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28






 粤公网安备44030402000848号
粤公网安备44030402000848号