

 四川众兴汽车零部件有限公司
四川众兴汽车零部件有限公司
非标零件加工
公司地址:四川省成都市龙泉驿区经开区南一路55号
企业信息
注册资本:500-1000万
注册时间: 2021-01-01






成都医疗器械五轴加工服务_长春连动五轴加工_四川众兴汽车零部件有限公司
- 产品名:五轴加工
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
PA的RTCP则是“Real-timeToolCenterPointrotation”前几个单词的缩写!海德汉则将类似的所谓升级技术称为TCPM,即“ToolCentrePointManagement”的缩写,刀具中心点管理。还有的厂家则称类似技术为TCPC,即“ToolCenterPointControl”的缩写,刀具中心点控制。从Fidia的RTCP的字面含义看,假设以手动方式执行RTCP功能,刀具中心点和刀具与工件表面的实际接触点将维持不变,此时刀具中心点落在刀具与工件表面实际接触点处的法线上,而刀柄将围绕刀具中心点旋转,对于球头刀而言,刀具中心点就是数控代码的目标轨迹点。
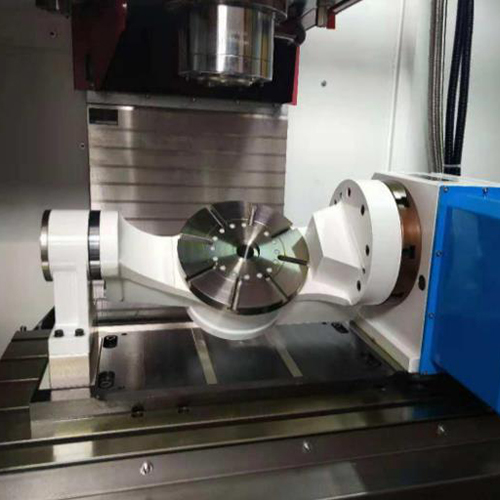
你真的了解五轴加工吗?看完你会恍然大悟。五轴加工(5AxisMachining),顾名思义,数控机床加工的一种模式.采用X、Y、Z、A、B、C中任意5个坐标的线性插补运动,五轴加工所采用的机床通常称为五轴机床或五轴加工中心.可是你真的了解五轴加工吗?五轴技术的发展几十年来,人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的单一手段。一旦人们在设计、制造复杂曲面遇到无法解决的难题,就会求诸五轴加工技术.

四川叶轮加工_成都离心叶轮加工定制_四川众兴汽车零部件有限公司
成都叶轮加工工厂_长春大型叶轮加工处理_四川众兴汽车零部件有限公司

长春铸件堵漏公司_吉林小型铸件堵漏浸渗_四川众兴汽车零部件有限公司
五轴数控中,碰撞很难预测,校验程序必须对机床运动学及控制系统进行综合分析。如果CAM系统检测到错误,可以立即对刀具轨迹进行处理;但如果在加工过程中发现NC程序错误,不能像在三轴数控中那样直接对刀具轨迹进行修改.在三轴机床上,机床操作者可以直接对刀具半径等参数进行修改!而在五轴加工中,情况就不那么简单了,因为刀具尺寸和位置的变化对后续旋转运动轨迹有直接影响!刀具半径补偿在五轴联动NC程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却失效了。

长春增压器叶轮加工公司_成都批量叶轮加工报价_四川众兴汽车零部件有限公司
小型铸件堵漏工厂_四川专业铸件堵漏_四川众兴汽车零部件有限公司
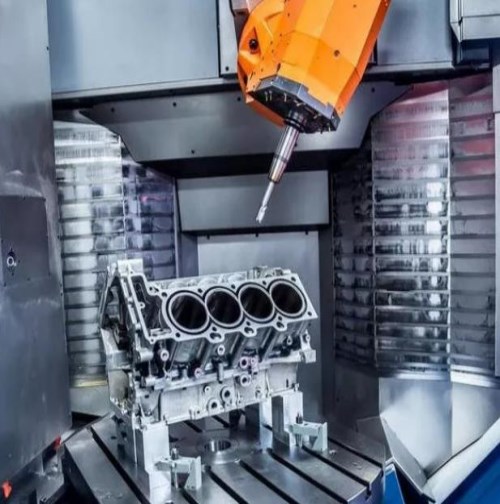
旋转坐标的加入,不但加重了插补运算的负担,而且旋转坐标的微小误差就会大幅度降低加工精度!因此要求控制器有更高的运算精度.五轴机床的运动特性要求伺服驱动系统有很好的动态特性和较大的调速范围。五轴数控的NC程序校验尤为重要要提高机械加工效率,迫切要求淘汰传统的“试切法”校验方式。在五轴数控加工当中,NC程序的校验工作也变得十分重要,因为通常采用五轴数控机床加工的工件价格十分昂贵,而且碰撞是五轴数控加工中的常见问题:刀具切入工件;刀具以更好的速度碰撞到工件;刀具和机床、夹具及其他加工范围内的设备相碰撞;机床上的移动件和固定件或工件相碰撞。
成都医疗器械五轴加工服务
如果您想咨询五轴加工更多信息,请致电先生:15828288055;珍惜与每个对五轴加工有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,四川众兴汽车零部件有限公司详细地址:四川省成都市龙泉驿区经开区南一路55号。
五轴数控加工的操作和编程技能密切相关,如果用户为机床增添了特殊功能,则编程和操作会更复杂!只有反复实践,编程及操作人员才能掌握必备的知识和技能!经验丰富的编程、操作人员的缺乏,是五轴数控技术普及的一大阻力!国内许多厂家从国外购买了五轴数控机床,由于技术培训和服务不到位,五轴数控机床固有功能很难实现,机床利用率很低,很多场合还不如采用三轴机床!对NC插补控制器、伺服驱动系统要求十分严格五轴机床的运动是五个坐标轴运动的合成。
但是.五轴联动数控是数控技术中难度更大、应用范围更广的技术,它集计算机控制、高性能伺服驱动和精密加工技术于一体,应用于复杂曲面的效率、精密、自动化加工!国际上把五轴联动数控技术作为一个国家生产设备自动化技术水平的标志!由于其特殊的地位,特别是对于航空、航天、军事工业的重要影响,以及技术上的复杂性,西方工业发达国家一直把五轴数控系统作为战略物资实行出口许可证制度,对我国实行禁运,限制我国国防、军事工业发展!
非标零件加工
公司地址:四川省成都市龙泉驿区经开区南一路55号
企业信息
注册资本:500-1000万
注册时间: 2021-01-01




 粤公网安备44030402000848号
粤公网安备44030402000848号