

商务服务
公司地址:河南新乡经济开发区青龙路3公里处
企业信息
注册资本:50---100万
注册时间: 2020-01-01






鹤壁金属复合材质封头生产厂家_河北碳钢复合材质封头定制_河南省巨强封头制造有限公司
- 产品名:复合材质封头
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
、以往的封头标准都是仅与GB150《钢制压力容器》配套的,即只考虑了按规则设计的封头的制造、检验与验收要求,而我国早在1995年就完成GB150与JB4732了压力容器基础标准的双轨制(与《钢制压力容器分析设计标准》),缺少与分析设计相配套的封头标准,不能不说是我国压力容器标准化工作的一大缺憾!第二,GB150属强制性标准,而根据GB150编制并与之配套的封头标准却是指导(推荐)性的,这显然是不合理的,也难以保证封头这一重要受压元件的质量!
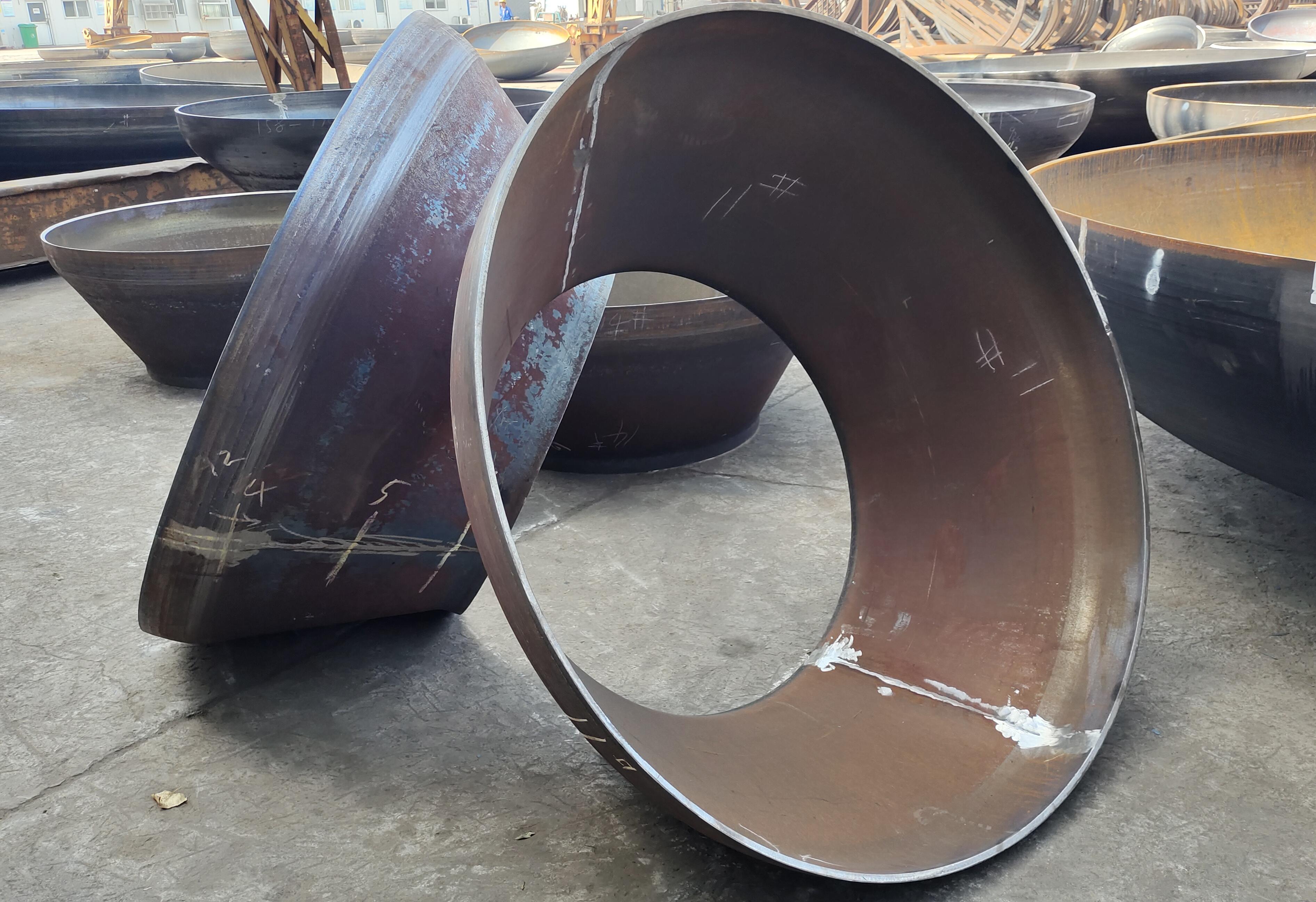
封头是容器的一个部件,是以焊接方式连接筒体。根据几何形状的不同,可分为球形、椭圆形、碟形、球冠形、锥壳和平盖等几种,其中球形、椭圆形、碟形、球冠型封头又统称为凸形封头!在焊接上分为对焊封头,承插焊封头.用于各种容器设备,如储罐、换热器、塔、反应釜、锅炉和分离设备等。材质有碳钢(A20#、Q23Q345B、16Mn等)、不锈钢(3032304L、31316L等)、合金钢(15Mo315CrMoV35CrMoV45CrMo)、铝、钛、铜、镍及镍合金等!
封头的品质直接关系到压力容器的长期安全可靠运行.封头的执行标准有国标GBT2519GBT1245GBT13401,电力标准DLT69GD87,石化标准SH340SH3409!焊接操作我们厂常用的焊接方法有:手工焊、氩弧焊、埋弧焊.手工焊主要用于碳钢3-6mm板材的焊接!埋弧焊以8mm以上碳钢不锈钢板材的的焊接为主。氩弧焊以3-6mm不锈钢的焊接为主!常用的不锈钢焊丝有ER304和ER316L等,碳钢常用焊丝以J422和J507等和低温焊材J426和J427!
圆片四周有缺口时,如果缺口深5mm以上,则以缺口为中心向两端30mm的范围打磨去除,一定要打磨光滑,缺口在5mm以上且坡口可以去除时,应提交焊接班补焊后打磨,如果坡口无法去除缺口,需要和客户进行联系,商量后解决.(10)将切割好的圆片表面异物清除后,要按圆片(半圆片)单件号顺序堆放整齐,随工艺卡一起流转到下道工序,由下道工序检验员或班长确认.封头有什么要求?我国现有的封头标准,是按结构型式(椭圆形、碟形、锥形)、成形方式(冲压、旋压)的不同,而分别制订的,这不仅造成不同标准封头质量要求不完全一致的不合理现象,同时也给标准封头的选用、标准的修订带来某些困难。
新乡真空加热炉U形圈_u形圈放置位置相关-河南省巨强封头制造有限公司
焊工持《焊接工艺》与《焊接记录》领取焊材,焊材二级库处进行登记,领用的焊剂现场放量不得超过4小时,否则要放回烘箱继续进行重新烘干!预热a、板厚不小于30mm的碳钢,低合金钢,预热温度按《焊接工艺卡》、《焊接技术标准》的规定进行!b、预热范围宽度不小于4mm且不小于100mm.c、在焊接过程中任何时候坡口处温度不得低于规定的预热温度!d、当焊件温度低于0℃(任意板厚)时必须预热到15℃以上才能进行焊接。
鹤壁金属复合材质封头生产厂家
其他有色金属必须清除。[3]d、清根后,复合钢Cr-Mo钢,手工焊及板厚δn≥30mm的焊缝应进行PT检查!(10)焊接过程中缺陷返修返修焊工由焊接班长指令返修经验丰富的焊工担任!补焊过程中应杜绝粘焊现象,否则经打磨后再补焊,下列缺陷必须清除后方才继续焊接,①焊偏②裂纹③凹坑④气孔a、焊缝不得低于母材.b、不得有咬边现象。c、不去除余高的焊缝。其表面不得有裂纹、气孔、弧坑、咬边和夹渣等缺陷,并不得保留有熔渣和飞溅物!

洛阳复合板异型压制件订购_金属铸造订购-河南省巨强封头制造有限公司
2焊接作业标准焊接工序接到工艺流转卡后,确认工艺流转卡和实物的材质,数量,单件号,规格,大小片的指令号等是否一致,圆片周围是否有杂物,圆片上的飞溅物是否去除干净,如没有处理干净,就要用砂轮打磨干净。有无焊接试板,坡口切割质量能否达到要求,材料表面有无明显缺陷,如发现异常要及时反应。根据《焊接工艺卡》的规定检查焊接坡口形式及尺寸是否符合!每侧坡口面打磨,对接错边量不大于10%板厚,且不大于5mm!点固一层焊缝终端处电焊长度不小于50mm,收弧板规格应为150*150mm且一面具有R的圆弧,组队后的圆片应在8小时内焊接,否则须用火焰烘去坡口内的水分。

金属异型压制件哪家好_金属铸造生产厂家-河南省巨强封头制造有限公司

南阳复合板异型压制件生产厂家_复合板铸造-河南省巨强封头制造有限公司
商务服务
公司地址:河南新乡经济开发区青龙路3公里处
企业信息
注册资本:50---100万
注册时间: 2020-01-01



 粤公网安备44030402000848号
粤公网安备44030402000848号