

 安阳市现书特种轴承有限公司
安阳市现书特种轴承有限公司
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04





无油润滑轴套多少钱_铜轴套相关-安阳市现书特种轴承有限公司
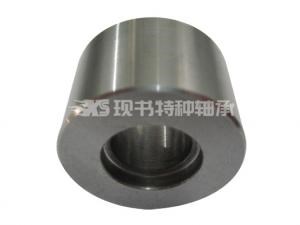
- 产品名:轴套
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上。热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理!般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等.
主要的条件是:压力,速度,压力速度乘积,润滑状态,载荷性质!旋转运动和轴向滑动的要求不一样,有没有润滑油性能差别也很大,速度和压力基本上决定了轴套寿命!衬套一般分为两种一是为了拆装方便而定!另一种是作为滑动轴承用的。轴套一般是防止轴向窜动避开应力集中区(如粗细变化悬殊),防轴折断在立式轴流泵、斜流泵、深井泵上,轴套和橡胶轴承或赛龙轴承组成“润滑副”,但在一些卧式泵,比如中开双吸泵上,轴套起轴向调节作用,而填料轴套则与填料一起起密封作用!
主要表面分析:Φ20。5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件!主要技术条件:Φ50外圆与Φ20!5内孔的同轴度控制在0!03mm范围内;台阶面与Φ20!5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0.8μm;零件热处理硬度HRC50~55。零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件!

XS高硫合金高温轴承生产厂家_人本轴承相关-安阳市现书特种轴承有限公司
无油润滑轴套多少钱
材料具有传统方法所无法比拟的综合机械性能、优良的粘结力和抗温抗腐蚀能力,抗压强度可达1200kg/cm2,粘着力(重叠剪切拉力试验)在光滑的钢表面为225kg/cm2。所以可用于大型轴套部位磨损的修复!且设备不需要大范围拆卸,为企业节省大量人力物力.轴套工艺分析编辑零件工艺性分析零件材料:45钢!切削加工性良好.零件组成表面:外圆表面(Φ50、333),内表面(Φ320.5),型孔,两端面,内、外台阶面,内、外退刀槽,内、外倒角!
基准分析:主要定位基准应为Φ20!5内孔中心安装方案:加工大端及内孔时,可直接采用三爪卡盘装夹;粗加工小端可采用反爪夹大端,半精、精加工小端时,则应配心轴,以Φ20.5孔定位轴向夹紧工件.型孔加工时,可采用分度头安装,将主轴上抬90º,并采用直接分度法,保证3×Φ6在零件圆周上的均分位置!对大端的四个螺钉过孔则采用专用夹具安装:以大端面及Φ20。5孔作主定位基准,型孔防转,工件轴向夹紧!零件表面加工方法:Φ20!
相互位置精度包括内、外表面、重要轴面的同轴度、圆的径向跳动、重要端面对轴心线的垂直度、端面间的平行度等。表面粗糙度轴的加工表面都有粗糙度的要求,一般根据加工的可能性和经济性来确定!支承轴颈常为0!2~6μm,传动件配合轴颈为0!4~2μm。其他热处理、倒角、倒棱及外观修饰等要求!轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分!一般说,轴套与轴承座采用过盈配合,而与轴采用间隙配合!轴套是指螺旋桨轴或艉轴上的套筒!
买一个总成也不贵的,呵呵
天津依菲柯泵业是专门卖各种水泵配件的,型号比较全,而且在我们这边的口碑和信誉度都挺不错的,他们家也有自己的网站,你可以咨询下看看。
我朋友之前给我推荐过依菲柯他们家,是专门做各种水泵配件的,做了也有年头了,质量和信誉方面还是比较靠谱的,你可以去他们家的网站上咨询下,看有没有你需要的。
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04




 粤公网安备44030402000848号
粤公网安备44030402000848号