




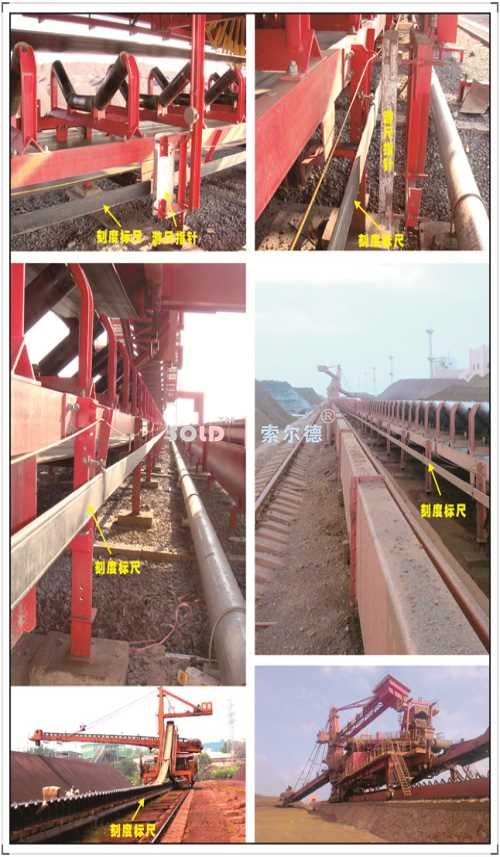
堆取料机定位系统采用在堆取料机上加装刻度标尺定位系统的检测技术,实现堆取料机的位置检测。刻度标尺检测到的堆取料机位置精度高,信号稳定可靠。在车辆状态良好的情况下,采用全联机自动运行方式,即只要满足启始条件,按下自动启动按钮,系统将全部自动运行,控制室操作人员只起监控作用,当发生机械故障或意外情况时,按自动停止或急停按钮,解除自动程控操作。斗轮堆取料机又称悬臂式堆取料机,是散货料场堆取设备。它是堆取料合一的机械,即是一种挖取和堆存煤炭、矿石、砂石等松散物料的机械。它不仅适用于电厂,而且在码头、港口也很适用,大多数的转运煤及松散物料的码头、港口都采用斗轮堆取料机。斗轮堆取料机的采用,大大缩短了堆取时间,提高了工作效率,减轻了工人劳动强度。国内早设计制造的企业有:大连重工(原大连工矿车辆厂)、哈尔滨重型机器厂、北京起重运输机械研究所等单位。斗轮堆取料机类设备包括堆取料机,取料机,堆料机,混匀取料机,混匀堆料机,门式堆取料机等。使用多的是堆取料机,其原因是此类设备功能较齐全,可满足大多数条件下的需要。上述各种设备的基本功能是向料场堆料,或从料场取料。其中堆取料机具有堆取功能,取料机、堆料机只有取料或堆料功能,混匀取料机与混匀堆料机除具有取料与堆料功能外还具有均化功能,以满足用户对物料均化的要求。混匀取料机与混匀堆料机顾名思义,既有正常的堆料与取料功能,也有均化功能,主要用于钢铁企业,水泥行业,电厂的原料进行均化处理。如烧结厂铁矿石原料的均化,水泥厂的石灰石均化,发电厂的煤炭均化等。其重要意义在于经过均化后的原料的化学成份相对稳定,煤炭灰份与燃烧值也相对稳定,可使这些行业在产品质量控制方面与产品质量方面有较大提高,同时提高了经济效益。并降低了能源消耗。混匀取料机通常为桥式或门式结构。混匀堆料机通常是摇臂式结构。在具体工作时与普通堆取料机的区别在于混匀堆料机是连续走行堆料,堆料方式又可分为人字形布料与菱形布料。当堆料作业结束后再进行混匀取料。混匀取料机取料时为全断面取料,既同时取到整个断面的物料。物料是由料耙耙下来,再由斗轮取到机上皮带机,由机上皮带机送到地面皮带机。在实际取料过程中大车步进运行一个单程,然后堆取料机运行一个单程。如此反复运行取料。为提高均化作业的效率,设备应具备寻堆认址、定位,自动确定各层料堆起点、终点及位置跟踪、终点记忆、料流对中心、电缆保护、整机自动堆取料,从而实现流畅和堆取料自动作业。同时中控室能够对作业过程进行监视。所以有必要对堆取料机位置进行连续跟踪。目前堆取料机位置检测大多采用的是人眼定位、光电编码器装置(光码盘)、激光位移传感器、行走限位开关、RFID方式。光电编码器装置,整套装置安装在驱动电机前部的一个金属壳体内,由盘状齿轮与定位车齿条啮合,通过驱动轴驱动编码器。盘状齿轮的圆周与定位车驱动小齿轮的圆周相同。编码器由传动齿轮自下而上通过减速机、联轴节驱动,实现定位车的位置检测。这几种检测位置的方式均存在一定缺陷,具体表现如下:1)人眼定位受制于眼睛健康状况和精神状态,环境影响比较大,作业时间长;2)光电编码器装置在车轮打滑就会形成累计误差,相对定位的机械接触工作方式;3)激光位移传感器在不洁净环境会失去作用,轨道沉降导致车辆走行抖动会使反光板靶位不准,亦会导致位置检测不准;4)行走限位开关由于是点定位,对连续性位置检测存在盲区;5)RFID方式是无线点定位,存在漏读现象,延时较大;故这几种传感器在检测位置时多数存在灵敏度低、寿命短、故障率高、可靠性低,操作繁锁,而且存在溜放环节(即失控区),致使半自动操作难以可靠稳定运行。由于堆取料机是较大的设备,其惯性较大,在启动和停止时也是硬性的,所以在工作过程中会产生很大的撞击和震动,噪音污染严重,严重影响其安全性和有关零部件的寿命,易于损坏设备,由此设备位置控制显得尤为重要。
 武汉索尔德测控技术有限公司
武汉索尔德测控技术有限公司
 粤公网安备44030402000848号
粤公网安备44030402000848号