

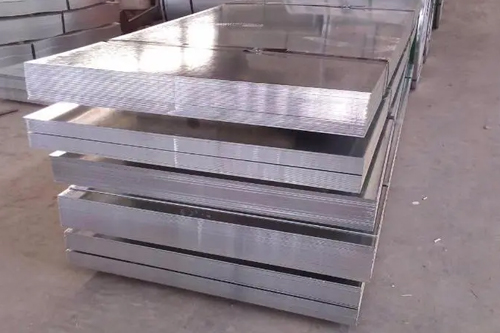
节约材料:在相同的荷载条件下承受比较节约材料的方式,相应地,可以减少材料的支撑结构。减少投资:省材料、省劳动力、省工期、免清洁维护。施工简单:用螺栓夹或焊接固定在预安装的支架上,一人即可完成。节约工期:产品不需要现场再加工,安装速度很快。耐久性:出厂前经热浸锌处理,抗冲击,重压能力强。现代风格:外观美观,设计规范,通风透光,给人一种整体流畅的现代感。结构轻:材料少,结构轻,吊装方便。防积污:无雨、冰雪、灰尘。减少风阻:由于通风良好,遇大风阻小,减少风损。设计简单:无需小支梁,结构简单,设计简单;无需设计钢格栅详图,只需注明型号,工厂可为客户设计板图。酸碱腐蚀能力:通风、照明、散热、防爆、防滑PH6至PH12.锌层表面形成稳定的保护膜,耐腐蚀性好。热浸镀锌,又称热浸镀锌,是一种将钢浸入熔融锌溶液中覆盖锌层的方法:热浸镀锌层一般为65μm平均值甚至可以达到1000μm左右热镀锌钢工艺:给料工艺:→酸洗,水洗→溶剂→烘干→热镀锌→内,外吹→钝化→检验→打包上料:首先,钢材上部应干净整洁,检查表面是否有油污、不平整、弯头、厂家粘贴的标签,必须撕下镀层酸洗:酸洗主要是盐酸洗。一般来说,盐酸含量约为20%。首先,在场的工人必须采取保护措施。工人上岗前必须进行岗位培训。必须了解酸洗管的浓度、温度和吨位。其次,检查吊带是否完好。其次,注意吊带的角度,防止酸喷流伤人。加热钢洗酸时,将蒸汽管固定牢固,然后打开蒸汽阀。结尾,清洗酸后离开酸槽时,避免碰撞,计算钢件和酸槽。清洗:将钢件放入水槽中清洗,清洗后清洗水孔。在清洗过程中,必须注意安全,以防止人们落入水槽。溶剂处理:将钢件放入溶剂罐中,使所有溶剂液体不超过钢件,浸泡时间一般为1至2分钟。干燥:主要是干燥钢件表面的水分,另一方面加速镀锌时合金层的产生,防止镀锌时伤人。干燥温度为80-180℃合适。有经验的工人可以根据工艺和产品壁厚调整干燥温度和时间。热镀锌:镀锌液控制温度在440-460℃之间,镀锌时间在30-60秒之间。镀锌锭应符合国家标准Zn0-3锌锭的熔融锌需要缓慢加热。如果温度过高,镀锌罐的使用寿命就会受到损害。添加锌锭时,需要添加少量的锌锭,并缓慢进入。因为钢会带出一些锌液,所以应该随时回收到锅里。镀锌后,锌渣应加热至455摄氏度,并使用专业工具内吹外吹:镀锌钢管外吹压缩空气,比较好用70℃压力为0.2-0.4Mpa在条件下进行。根据镀锌钢管的规格更换相同规格的风环。内吹:用蒸汽清洗,内吹压力为0。.4-1.0Mpa;镀锌管内表面必须光滑。链条上应保持镀锌管的倾斜角度,使水流干净。钝化:钝化法常用于防止储运过程中的腐蚀。钝化钢零件直接在跑道上喷洒钝化液。检验:包装前要做一项很重要的工作,检查是否有残留锌渣,及时挑出完好、漏镀的产品。包装:钢管包装时,将扣放在包装带上,然后绕过钢管,将另一端插入扣,将包装机压在包装带上,用包装机包装,粘贴工厂标签,或检查前添加滚动标签。
 广东川星智成钢结构有限公司
广东川星智成钢结构有限公司
 粤公网安备44030402000848号
粤公网安备44030402000848号