




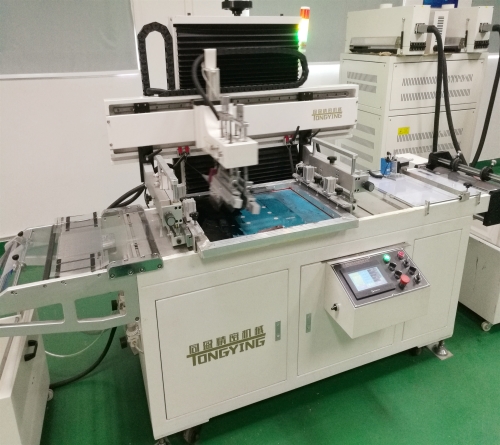

⑴卷材薄膜面板全自动丝印机由放卷单元、丝印单元、烘干单元、收卷单元组成,采用压边输料系统,具有印刷速度快、操作简单、套印准确、自动化程度高、节约成本、提升效益等优势;⑵整机控制系统采用高速高精度运动控制器,具有速度快、套位准确等优势,人机界面触摸屏幕显示所有功能数据,使印刷操作更简单方便;⑶自动送料、自动检测色标电眼对位、使印刷套位更加准确,单色机可多次重复套印;⑷设有离网功能,印刷时网版跟随刮墨刀脱离印刷物,在快速印刷时细字网点清淅,不易沾网,适合印大面积底色、胶水等特殊油墨;⑸压力均衡、墨层浓厚、可使用多种尺寸的印版网框,大幅面印刷尺寸可同时印刷多个图案;⑹印刷速度及长度任意设定,计算印刷数量准确,计数到设定数值自动停机;⑺热固烘箱采用回型,加厚保温层,内长60米,温升120℃,具有温度均匀、节能、占用空间小等优势;⑻数控系统采用日本安川(YASKAWA)伺服电机,电气部件采用法国施耐德、日本松下(Panasonic)、日本欧姆龙OMRON、台湾明纬,气动部分采用德国费斯托(FESTO)、日本SMC、台湾亚德客(AIRTAC)气缸及接件,使本机性能更加优越稳定;⑼机械部件采用数控加工中心批量生产确保零部件加工精度,直线导轨及滑块采用日本THK、台湾上银(HIWIN)品牌,轴承采用本进口NSK及特殊耐高温轴承确保机器运行稳定性和耐用性。应用范围:主要用于自行车、电动车、摩托车、运动器械、塑胶玩具、金属制品、塑胶制品、工艺品等多种产品表面贴花标识图案印刷,要求所承印材料为卷料、拉伸不变形。丝网印刷的工艺流程大体流程如下:丝网印刷文件输出→菲林胶片制作→网板制作→调色印刷→油墨固化01,丝网印刷文件输出;设计师在设计初期,构想好自己想要的图形效果,然后通过文档形式转达厂家制作。丝网印刷生产中多为单色或多色套印,需要在设计初期就对文档做备注处理,文档格式以矢量文件佳,如果图形较小或者清晰度要求较低,提供高清晰度的图片格式即可。02,菲林胶片制作;胶片,摄影用的感光片和胶卷,电影用软片,是旧时对film的翻译,现一般是指胶卷,也可以指印刷制版中的底片。丝网印刷中的菲林就像照片的胶片,只是丝网印刷中的菲林将显影的载体由相片纸变成了刷了感光胶的网板。传统激光菲林出片制板流程:电脑描图→分色→照排输出→显影→定影→水洗→干燥→晒版→印刷“蓝光菲林”制板流程:电脑描图→分色→蓝光菲林输出→晒版→印刷03,丝网印刷网板的制作;网板制作具体流程:网框绷网→制版上浆→曝光→网板冲洗绷网(1)绷网时,先对网框进行清洁处理,以免网脱落。利用机械式绷网机来绷网,在网框上上胶的时候必须均匀;(2)绷网要求丝网张力适当,均匀稳定,丝向一致,避免斜拉,经纬丝各自平行。要保持张力的平衡,防止印刷过程中张力松弛,网版变形,然后再上一次胶并用刮板刮网;(3)绷网后用宽胶带进行粘接和修整。完后必须将网清洗,放进烘干机内烘干。制版上浆将烘干的网取出,在没有光的地方用在感光槽里倒入感光胶,并在网上均匀的刷上感光胶,并将其置入烘箱内烘干;曝光取出后将印好图片的菲林片黏贴到网上,并放入曝光机里进行曝光。冲洗将网板拿出来。其后对进行曝光后的网版进行清洗,用水枪冲洗。04,调色印刷:丝印的色彩基本在设计初期就已经确定,但是一个色板好还是由设计师提供,这就需要设计师先自行调配。丝网印刷的油墨类似于绘画的颜料。印刷时在丝网印版的一端倒入油墨,用刮板对丝网印版上的油墨部位施加一定压力,同时朝丝网印版另一端匀速移动,油墨在移动中被刮板从图文部分的网孔中挤压到承印物上。05,油墨的固化:方式有很多种,比较常见的就是通过烘干、挥发和紫外线光照固化。不同固化方式的油墨可带来印刷后油墨的不同光泽,不同性能,比如耐性(耐机械性、耐化学性能、耐气候性能),并且价格也有所不同,所以在前期时需要根据成本选择适合的油墨。丝印油墨的保存以及使用期限,丝印油墨宜存放于阴凉干燥处,开罐后如果是UV油墨,必须放置冷藏柜内,并且避免照射灯光。未开罐油墨保质期在12个月,开罐后尽快使用,原则上不得超过6个月。
 东莞佰利精密机械有限公司
东莞佰利精密机械有限公司
 粤公网安备44030402000848号
粤公网安备44030402000848号