

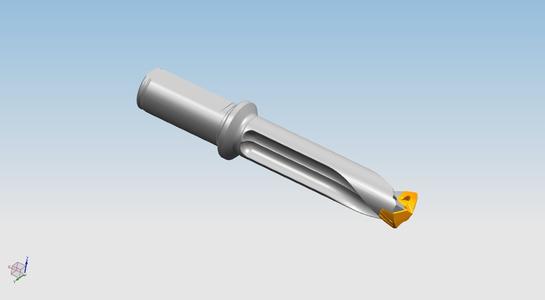

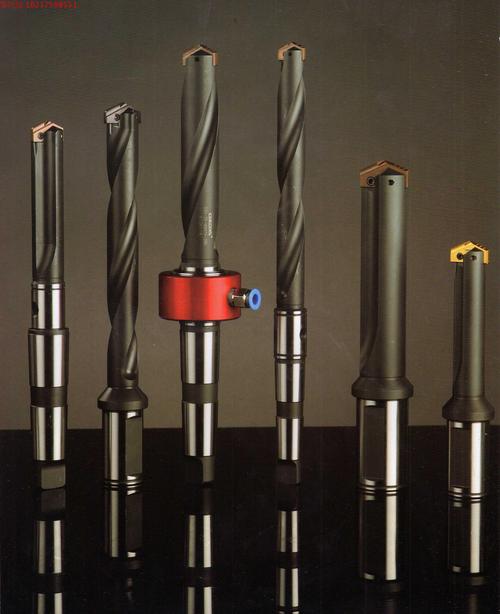

铲钻是在U钻基础上改进而成的刀具。所用设备范围广(可用在摇臂钻、立钻、卧床、加工中心等设备)对设备的刚性要求不高。整体刀头可以准确定心,刀头带分屑槽、断屑槽,可以加工深孔铲钻一般用于u钻加工和普通钻头加工的中间速度加工,一般刀片为高速钢,转速一般在1000转以下,相比普通钻头有不需要刃磨对工人技能要求低。铲钻由钢制的刀杆和可换头部的刀片组成。刀杆的柄部有侧固柄和莫氏柄两种结构。侧固柄刀杆常用于数控车床,加工中心CNC机床等。莫氏柄则应用于立钻,摇臂钻,普车等传统设备中。通过简单安装一套冷却环装置,即可实现由外部冷却转为内部冷却。冷却水通过冷却环进入刀杆,通过内部冷却孔,直接冷却到刀片部分。并且高压的冷却水更加有助于排屑。 刀杆的排屑形式有直槽和螺旋槽两种。当工件旋转刀具静止时,直槽更加有利于排屑,如车床加工。当刀具在高速旋转工件静止时,则较多的选择螺旋排屑槽,如CNC机床,摇臂钻等。根据刀杆的长径比(即长度和直径之比),可分为3D,5D,7D,9D甚至更高。 铲钻的刀片分为硬质合金刀片和高速钢刀片两种。硬质合金刀片的范围从9mm到32mm。高速钢刀片的范围从9mm-68mm,部分非标的刀片甚至可以做的更大。高速钢刀片一般是含钴8%的M42含钴高速钢,具有较好的耐磨性和韧性。 铲钻刀片通过凹槽定位,两个螺丝孔正反固定,可以确保刀片的对称性在0.01-0.02mm之间。根据刀片大小,一般有2-6个断屑槽。根据切削加工材料不同,刀片顶部为X型钻尖或S型钻尖。
 成都天仕龙科技有限公司
成都天仕龙科技有限公司
 粤公网安备44030402000848号
粤公网安备44030402000848号