

 青岛磐德凯锐设备制造有限公司
青岛磐德凯锐设备制造有限公司
车床
公司地址:山东省青岛市城阳区玉皇岭路与204国道交叉口
企业信息
注册资本:500-1000万
注册时间: 2005-07-04





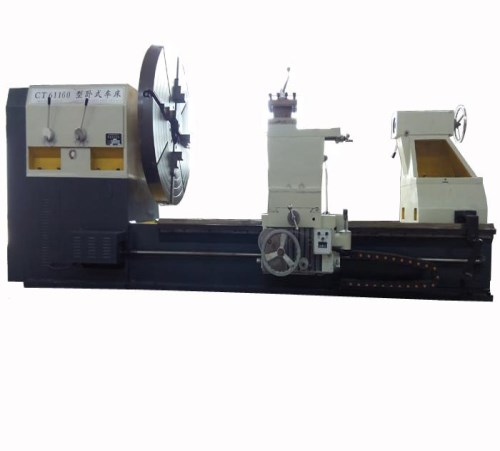
湖州卧式车床品牌_数控卧式刀架相关-青岛磐德凯锐设备制造有限公司
- 产品名:卧式车床
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
主轴箱中等主轴是车床的关键零件.主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低。进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削.丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜板箱获得纵向直线运动.丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠!
按说明书的规定使用机床用户在使用机床时,不允许随意改变控制系统内制造厂设定的参数.这些参数的设定直接关系到机床各部件动态特征。只有间隙补偿参数数值可根据实际情况予以调整!用户不能随意更换机床附件,如使用超出说明书规定的液压卡盘!制造厂在设置附件时,充分考虑各项环节参数的匹配。盲目更换造成各项环节参数的不匹配,甚至造成估计不到的事故。使用液压卡盘、液压刀架、液压尾座、液压油缸的压力,都应在许用应力范围内,不允许任意提高!

浙江钻床多少钱一台_z3050摇臂钻床相关-青岛磐德凯锐设备制造有限公司
因此,安装普通车床的位置,需要电源电压有严格控制!电源电压波动必须在允许范围内,并且保持相对稳定!否则会影响数控系统的正常工作!温度条件普通车床的环境温度低于30摄示度,相对温度小于80%。一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是处理器工作温度恒定或温度差变化很小。过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多。温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路!
卧式车床操作规程开车前的检查1根据机床润滑图表加注合适的润滑油脂。2检查各部电气设施,手柄、传动部位、防护、限位装置齐全可靠、灵活.3各档应在零位,皮带松紧应符合要求!4床面不准直接存放金属物件,以免损坏床面。5被加工的工件、无泥砂、防止泥砂掉入拖板内、磨坏导轨!6未夹工件前必须进行空车试运转,确认一切正常后,方能装上工件。操作程序1上好工件,先起动润滑油泵,使油压达到机床的规定,方可开动.2调整交换齿轮架,调挂轮时,必须切断电源,调好后,所有螺栓必须紧固,扳手应及时取下,并脱开工件试运转。
溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹!刀架:刀架部件由几层刀架组成,它的功能是装夹刀具,使刀具作纵向、横向或斜向进给运动!尾座:安装作定位支撑也可以安装钻头、铰刀等孔加工刀具来进行孔加工.床身:在床身上安装着车床各个主要部件,使他们在工作时保持准确的相对位置!
浙江车床多少钱一台_车床加工相关-青岛磐德凯锐设备制造有限公司

衡水数控钻床生产厂家_钻床相关-青岛磐德凯锐设备制造有限公司

丽水车床生产商_车床相关-青岛磐德凯锐设备制造有限公司
湖州卧式车床品牌
唐山微型车床_二手数控车床相关-青岛磐德凯锐设备制造有限公司
9切削车刀必须紧固,车刀伸出长度一般不超过刀厚度的5倍。0加工偏心件时,必须有适当的配重,使卡盘重心平衡,车速要适当!盘卡超出机身以外的工件,必须有防护措施。2对刀调整必须缓慢,当刀尖离工件加工部位40-60毫米时,应改用手动或工作进给,不准快速进给直接吃刀!3用锉刀打光工件时,应将刀架退至安全位置,操作者应面向卡盘,右手在前,左手在后!表面有键槽,方孔的工件禁止用锉刀加工。青岛磐德凯锐设备制造有限公司是一家专心服务于机械加工行业的设备制造商,历经数年,公司研发制造了“重切削合金铸件车床”、“法兰数控钻床”、“轮胎模具放电机”等一系列加工母机.
车床依用途和功能区分为多种类型。普通车床的加工对象广,主轴转速和进给量的调整范围大,能加工工件的内外表面、端面和内外螺纹。这种车床主要由工人手工操作,生产效率低,适用于单件、小批生产和修配车间。
转塔车床和回转车床具有能装多把刀具的转塔刀架或回轮刀架,能在工件的一次装夹中由工人依次使用不同刀具完成多种工序,适用于成批生产。自动车床能按一定程序自动完成中小型工件的多工序加工,能自动上下料,重复加工一批同样的工件,适用于大批、大量生产。
多刀半自动车床有单轴、多轴、卧式和立式之分。单轴卧式的布局形式与普通车床相似,但两组刀架分别装在主轴的前后或上下,用于加工盘、环和轴类工件,其生产率比普通车床提高3~5倍。仿形车床能仿照样板或样件的形状尺寸,自动完成工件的加工循环,适用于形状较复杂的工件的小批和成批生产,生产率比普通车床高10~15倍。有多刀架、多轴、卡盘式、立式等类型。
立式车床的主轴垂直于水平面,工件装夹在水平的回转工作台上,刀架在横梁或立柱上移动。
适用于 加工较大、较重、难于在普通车床上安装的工件,一般分为单柱和双柱两大类。
铲齿车床在车削的同时,刀架周期地作径向往复运动,用于铲车铣刀、滚刀等的成形齿面。通常带有铲磨附件,由单独电动机驱动的小砂轮铲磨齿面。
专门车床是用于加工某类工件的特定表面的车床,如曲轴车床、凸轮轴车床、车轮车床、车轴车床、轧辊车床和钢锭车床等。联合车床主要用于车削加工,但附加一些特殊部件和附件后,还可进行镗、铣、钻、插、磨等加工,具有“一机多能”的特点,适用于工程车、船舶或移动修理站上的修配工作。
磨床是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。
磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。
磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。
外圆磨床是使用的最广泛的,能加工各种圆柱形和圆锥形外表面及轴肩端面的磨床。
万能外圆磨床还带有内圆磨削附件,可磨削内孔和锥度较大的内、外锥面。不过外圆磨床的自动化程度较低,只适用于中小批单件生产和修配工作。
内圆磨床的砂轮主轴转速很高,可磨削圆柱、圆锥形内孔表面。普通内圆磨床仅适于单件、小批生产。
自动和半自动内圆磨床除工作循环自动进行外,还可在加工中自动测量,大多用于大批量的生产中。
平面磨床的工件一般是夹紧在工作台上,或靠电磁吸力固定在电磁工作台上,然后用砂轮的周边或端面磨削工件平面的磨床;无心磨床通常指无心外圆磨床,即工件不用顶尖或卡盘定心和支承,而以工件被磨削外圆面作定位面,工件位于砂轮和导轮之间,由托板支承,这种磨床的生产效率较高,易于实现自动化,多用在大批量生产中。工具磨床是专门用于工具制造和刀具刃磨的磨床,有万能工具磨床、钻头刃磨床、拉刀刃磨床、工具曲线磨床等,多用于工具制造厂和机械制造厂的工具车间。
砂带磨床是以快速运动的砂带作为磨具,工件由输送带支承,效率比其他磨床高数倍,功率消耗仅为其他磨床的几分之一,主要用于加工大尺寸板材、耐热难加工材料和大量生产的平面零件等。专门化磨床是专门磨削某一类零件,如曲轴、凸轮轴、花键轴、导轨、叶片、轴承滚道及齿轮和螺纹等的磨床。除以上几类外,还有珩磨机、研磨机、坐标磨床和钢坯磨床等多种类型。
车床
公司地址:山东省青岛市城阳区玉皇岭路与204国道交叉口
企业信息
注册资本:500-1000万
注册时间: 2005-07-04
 粤公网安备44030402000848号
粤公网安备44030402000848号