

 青岛磐德凯锐设备制造有限公司
青岛磐德凯锐设备制造有限公司
车床
公司地址:山东省青岛市城阳区玉皇岭路与204国道交叉口
企业信息
注册资本:500-1000万
注册时间: 2005-07-04





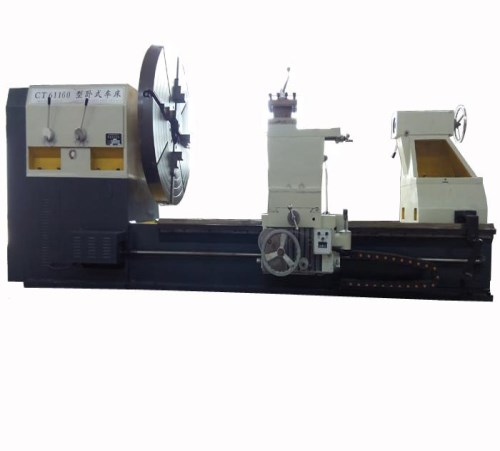
张家口大型数控卧式车床_卧式车床的相关-青岛磐德凯锐设备制造有限公司
- 产品名:卧式车床
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
因此,安装普通车床的位置,需要电源电压有严格控制!电源电压波动必须在允许范围内,并且保持相对稳定!否则会影响数控系统的正常工作.温度条件普通车床的环境温度低于30摄示度,相对温度小于80%!一般来说,数控电控箱内部设有排风扇或冷风机,以保持电子元件,特别是处理器工作温度恒定或温度差变化很小.过高的温度和湿度将导致控制系统元件寿命降低,并导致故障增多!温度和湿度的增高,灰尘增多会在集成电路板产生粘结,并导致短路!
按说明书的规定使用机床用户在使用机床时,不允许随意改变控制系统内制造厂设定的参数!这些参数的设定直接关系到机床各部件动态特征。只有间隙补偿参数数值可根据实际情况予以调整!用户不能随意更换机床附件,如使用超出说明书规定的液压卡盘。制造厂在设置附件时,充分考虑各项环节参数的匹配!盲目更换造成各项环节参数的不匹配,甚至造成估计不到的事故.使用液压卡盘、液压刀架、液压尾座、液压油缸的压力,都应在许用应力范围内,不允许任意提高!
卧式车床操作规程开车前的检查1根据机床润滑图表加注合适的润滑油脂。2检查各部电气设施,手柄、传动部位、防护、限位装置齐全可靠、灵活。3各档应在零位,皮带松紧应符合要求.4床面不准直接存放金属物件,以免损坏床面.5被加工的工件、无泥砂、防止泥砂掉入拖板内、磨坏导轨.6未夹工件前必须进行空车试运转,确认一切正常后,方能装上工件。操作程序1上好工件,先起动润滑油泵,使油压达到机床的规定,方可开动!2调整交换齿轮架,调挂轮时,必须切断电源,调好后,所有螺栓必须紧固,扳手应及时取下,并脱开工件试运转.
主轴箱中等主轴是车床的关键零件!主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的使用价值就会降低!进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜板箱获得纵向直线运动.丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠!
3装卸工件后,应立即取下卡盘扳手和工件的浮动物件!4机床的尾架、摇柄等按加工需要调整到适当位置,并紧固或夹紧!5工件、刀具、夹具必须装卡牢固!浮动力具必须将引刀部分伸入工件,方可启动机床。6使用中心架或跟刀架时,必须调好中心,并有良好的润滑和支承接触面!7加工长料时,主轴后面伸出的部份不宜过长,若过长应装上托料架,并挂危险标记。8进刀时,刀要缓慢接近工作,避免碰击;拖板来回的速度要均匀!换刀时,刀具与工件必须保持适当距离!

苏州钻床厂家_多孔钻床相关-青岛磐德凯锐设备制造有限公司
张家口多孔钻床_多轴钻床相关-青岛磐德凯锐设备制造有限公司
张家口大型数控卧式车床
台州数控钻床多少钱_龙门数控钻床相关-青岛磐德凯锐设备制造有限公司
9切削车刀必须紧固,车刀伸出长度一般不超过刀厚度的5倍!0加工偏心件时,必须有适当的配重,使卡盘重心平衡,车速要适当.盘卡超出机身以外的工件,必须有防护措施!2对刀调整必须缓慢,当刀尖离工件加工部位40-60毫米时,应改用手动或工作进给,不准快速进给直接吃刀!3用锉刀打光工件时,应将刀架退至安全位置,操作者应面向卡盘,右手在前,左手在后。表面有键槽,方孔的工件禁止用锉刀加工。青岛磐德凯锐设备制造有限公司是一家专心服务于机械加工行业的设备制造商,历经数年,公司研发制造了“重切削合金铸件车床”、“法兰数控钻床”、“轮胎模具放电机”等一系列加工母机.
车床
公司地址:山东省青岛市城阳区玉皇岭路与204国道交叉口
企业信息
注册资本:500-1000万
注册时间: 2005-07-04
 粤公网安备44030402000848号
粤公网安备44030402000848号