

 山西豪迈锻压有限公司
山西豪迈锻压有限公司
法兰
公司地址:山东省济南市历山北路黄台不锈钢市场7区713号(驻山东办事处)
企业信息
注册资本:1000万以上
注册时间: 2014-12-12


江西锻造法兰贴牌代工厂家_合金钢法兰-山西豪迈锻压有限公司
- 产品名:锻造法兰
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
扭转使坯料的一部分相对另一部分旋转一定角度的锻造工序。切割分割坯料或切除料头的锻造工序!模锻;模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的.模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸.常用工艺有镦粗、拔长,折弯、冲孔、成型.常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等.割制法兰;在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。
山西豪迈锻压有限公司主营:锻造法兰等等产品,涉及法兰等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于法兰,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。

不锈钢法兰锻造公司_不锈钢法兰 316l 316不锈钢法兰相关-山西豪迈锻压有限公司
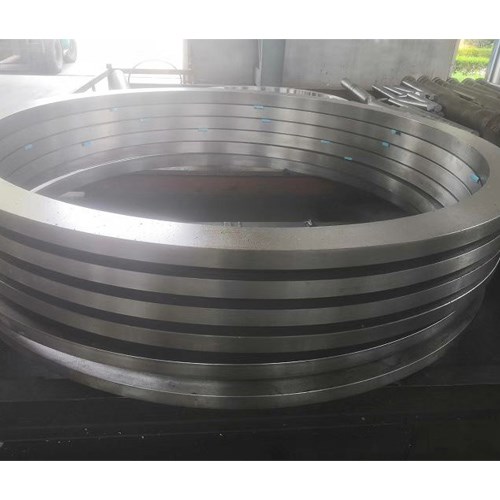
这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。卷制法兰;用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工!常用的法兰执行标准:GB国标:GB/T9112-2010、GB/T9119-2010、GB/T9116-2010、GB/T9115-2010美标:ASMEB1ASMEB147化工部标准:HG20592-200HG20615-200HG5010-52~HG5028-5HGJ44-91~HGJ65-91机械部标准:JB81-59~JB86-5JB/T79-94~JB/T86-9JB/T74-1994压力容器标准:JB1157-82~JB1160-8JB4700-2000~JB4707-2000B147A/BB139B1首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;②将金属模具预加热到800-900℃保持恒温;③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④铸件自然冷却到800-900℃保持1-10分钟;⑤用水冷却至接近常温,脱模取出铸件.

湖北法兰生产厂家_法兰克福相关-山西豪迈锻压有限公司
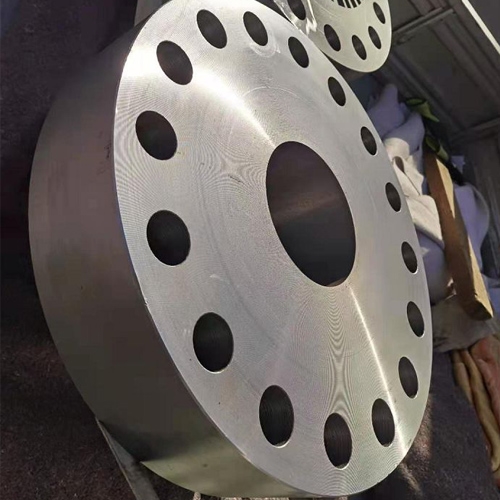
江西锻造法兰贴牌代工厂家
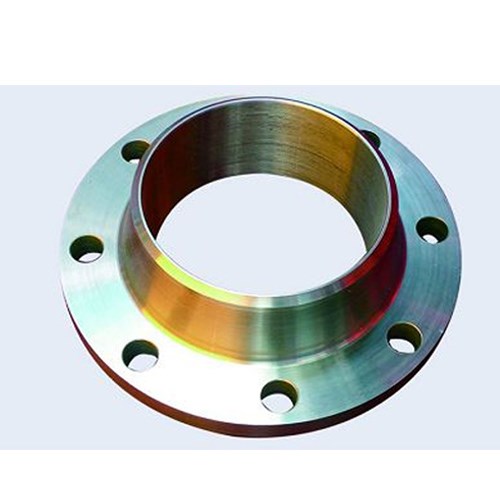
锻造法兰是法兰产品中机械性能好的一种产品,它的原材料一般是管坯,然后进行切割之后再进行不断的捶打,以消除钢锭中的偏析、疏松等缺陷。价格和力学性能都比普通的铸造法兰高一个档次。法兰是使管子与管子及阀门相互连接的零件,连接于管端;也有用在设备进出口上的法兰,用于两个设备之间的连接是使管子与管子相互连接的零件,连接于管端!是管道的一种附属配件产品。锻造法兰主要的材质有碳钢,合金钢,不锈钢。主要的标准有国标,电标,美标,德标,日标等!
模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命.自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的!自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等!镦粗镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程!这种工序常用于锻造齿轮坯和其他圆盘形类锻件.镦粗分为全部镦粗和局部锻粗两种.拔长拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等!
我们再来了解锻造法兰的生产工艺流程:锻造工艺过程一般由以下工序组成,即选取钢坯下料、加热、成形、锻后冷却!锻造的工艺方法有自由锻、模锻和胎膜锻!生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法.自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产!模锻生产率高,操作简单,容易实现机械化和自动化!
如果您看到这段话,说明您对我们锻造法兰感兴趣,不要犹豫,给我们一个机会,也给自己一个机会。 拿起手机来拨打我们的电话。迈锻压等待着您的每一次致电:19834486688 让山西豪迈锻压有限公司为您服务, 我们在山东省济南市历山北路黄台不锈钢市场7区713号(驻山东办事处)这里等您。
主要的防腐处理有涂油和镀锌!锻造法兰的耐压,耐温性能比较好,一般适用于高压高温的工作环境中!锻造法兰和铸造法兰有什么区别铸造法兰和锻造法兰都是常用的法兰,这两种法兰在价格上有所不同,铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹!夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰.
生产场地 应具备适应制造压力容器需要的制造场地;不锈钢及有色金属容器制造企业必须具备专用制造场地,不得与碳钢混用 占地面积 厂区面积≥5000㎡ 焊材库 具有满足焊接材料存放要求的专用库房 射线曝光室 射线曝光室面积≥30㎡ 生产场地 应具备适应射线探伤底片需要的暗室 焊接试验室 具有与所制造产品相适应的足够面积的焊接试验室 生产场地 应具备适应压力容器水压试验需要的专用场地 材料库 具有存放压力容器材料的库房和专用场地,并应有有效的防护措施,合格区与不合格区应有明显的标志 文明生产 生产厂区(办公、厂房、实验室、检验检测、库房)保持干净整洁,无垃圾杂物。产品、半成品、零部件及设备、物资排放整齐有序,并有标记; 文明生产 厂区内各类建筑物外观整洁,墙体应抹平涂色,厂房外地面应硬化或绿化,厂房内地面应硬化,厂房车间整洁明亮,墙壁粉刷干净,窗明几净。 。
持证焊工 持证焊工≥6人,且应具备至少两项合格项目,其中管、板对接项人数≥4人,管板焊接项目人数≥2人,埋弧自动焊人数≥1人,若许可企业包括不锈钢产品,则Ⅳ类材料持证焊工人数应≥2人 专职检验人员 检验人员≥2人 无损检测人员 ...
持证焊工 持证焊工≥6人,且应具备至少两项合格项目,其中管、板对接项人数≥4人,管板焊接项目人数≥2人,埋弧自动焊人数≥1人,若许可企业包括不锈钢产品,则Ⅳ类材料持证焊工人数应≥2人 专职检验人员 检验人员≥2人 无损检测人员 RTⅡ≥2人,UTⅡ≥2人,MTⅡ≥2人或PTⅡ≥2人 金相及理化试验人员 试验及报告出具人应有相应资格,人员数量应满足相关要求 压力容器组装人员 应具有满足要求的压力容器组装人员 无损检测责任人员 无损检测责任人员应具有中级资格证书 。
法兰
公司地址:山东省济南市历山北路黄台不锈钢市场7区713号(驻山东办事处)
企业信息
注册资本:1000万以上
注册时间: 2014-12-12
 粤公网安备44030402000848号
粤公网安备44030402000848号