以上就是一些关于平焊法兰的知识,希望这些内容可以帮助大家了解平焊法兰这种管道部件,这样在管道施工当中,使用平焊法兰这种管道部件才能得心应手,避免发生泄漏的情况!平焊法兰的质量好,主要标准有国标,电标,德标,美标,日标等;法兰的主要材料是碳钢、合金钢和不锈钢;主要的防腐处理是涂油和镀锌,平焊法兰具有良好的耐压和耐温性,通常适用于高压和高温的工作环境.平焊法兰和对焊法兰有什么区别呢?通过角焊缝与容器或管道连接一种法兰且属于任意式法兰就是平焊法兰。
 松套平焊法兰哪家好_不锈钢法兰生产厂家-山西豪迈锻压有限公司
松套平焊法兰哪家好_不锈钢法兰生产厂家-山西豪迈锻压有限公司 这样,只需要很小的压力就可以压缩密封面,随着压力的降低,螺栓的尺寸和所需的螺栓数量也相应减少,从而设计出轻量化的产品!平焊法兰和对焊法兰的焊接方法不同。平焊法兰只需要在它们之间焊接一侧,不需要焊接管道和法兰之间的内接头,而对焊法兰需要在两侧焊接,所以焊接法兰减少了应力集中的出现。平焊法兰的报价与对焊法兰不同,因为平焊法兰的制造工艺相对简单,报价相对便宜!冲压模具冲压成半块环形弯头,然后将两块半环弯头进行成组对焊接成形是对焊法兰采取的工艺!
锻造方法平焊法兰锻造可分为自由锻造和挤压,一般室温未加热区称为冷锻,结晶温度区称为热锻,低温锻造平焊法兰时,锻造尺寸的变化影响不大。700℃以下的锻造不会让法兰表面脱碳!其优点是,即使锻造力与锻造尺寸相比较小,也可以形成!在加工过程中,平焊法兰会从模具表面附近延伸到自由表面,难以保证精,在较低的锻造力下,可以获得形状复杂、精度高的产品.因此,为了更好地加工产品,锻造模具的移动方向和旋转锻造过程由计算机控制,如企业生产和经营的大型和各种大型汽轮机叶片的锻造!
如果您想了解平焊法兰更多信息,请致电 迈锻压:19834486688,或者您直接到我们公司总部一起交流研讨,地址:山东省济南市历山北路黄台不锈钢市场7区713号(驻山东办事处),我们期待您的致电或来访。
 云南异型法兰厂家_锻打法兰盘-山西豪迈锻压有限公司
云南异型法兰厂家_锻打法兰盘-山西豪迈锻压有限公司 平焊法兰的锻造方法和特点平焊法兰也可以称为锻造法兰,蒸汽管道法兰和板式平焊法兰,是用来连接碳钢管道,公称压力不得超过5兆帕!平焊法兰的连接方法包括单面焊接,采用双面螺母连接,焊接时只需单面焊接,不需要将焊管内孔与低压、中压管道常用的法兰连接!根据锻模的运动方式,平焊法兰的锻造可分为环轧,旋转锻造和交叉轧制;精锻也可采用旋转锻造和环轧!一些复杂的锻造工艺由一个或多个工序完成,目的是为了提高热处理的利用率!
碳钢平焊法兰代工厂
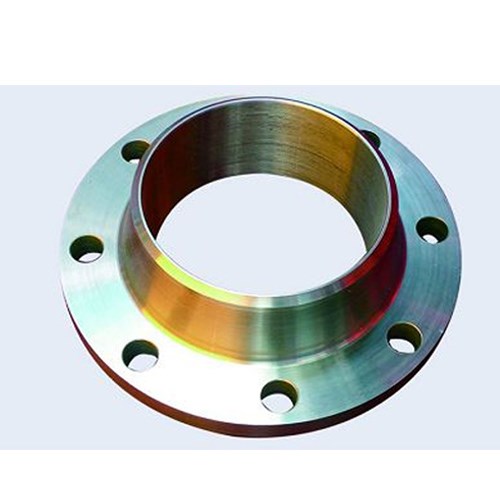
在设计中,根据法兰环与直筒段连接的完整程度,分别按整体或松脱法兰进行检查!法兰环有两种:有颈和无颈!平焊法兰与带颈焊接法兰相比,结构简单,材料消耗少,但刚度和密封性能不如带颈焊接法兰!中低压容器和管道的连接是平焊法兰广泛应用的!指带颈、圆管过渡、与管道对接焊接连接的法兰是对焊法兰,它也是管件的一种。对焊法兰不易变形,密封性好,应用广泛!具有相应的刚度和弹性要求,合理的对焊减薄过渡!采用复杂的钟形结构,适用于压力或温度波动较大的管道或高温、高压、低温的管道,焊口离接合面距离大,接头无焊接温度变形。
 甲型平焊法兰代加工_美标法兰-山西豪迈锻压有限公司
甲型平焊法兰代加工_美标法兰-山西豪迈锻压有限公司 一般用于连接PN大于5MPa的管道和阀门;它也用于输送昂贵的易燃易爆介质的管道中.那么平焊法兰和对焊法兰有什么区别呢?下面具体为您讲述.对焊法兰和焊接法兰的适用范围不同!平焊法兰广泛用于连接压力小于5兆帕的碳钢管道!润滑式平焊法兰应用广泛,多在温和介质条件下,如低压循环水管!对焊法兰适用于高压高温管道或高压低温管道,也可用于输送一些昂贵的易燃易爆介质。由于对焊法兰的密封性能特别好,不易变形,能承受较大的压力,压力量程可接受在16MPa以内.
而平焊法兰却是因为采用了垫片,所以它是一种具有一定强度的材料制成的圆环,并且能产生塑性变形!平焊法兰与对焊法兰在结构上相比,较为简单的设计,用料较少的平焊法兰它的刚性和密封性没有对焊法兰的好!好啦,以上关于平焊法兰和对焊法兰的区别就介绍到这啦,您了解了吗?平焊法兰的密封原理螺栓的两个密封面按压法兰垫片形成密封件,这也对密封件造成损伤,为了保持密封件不被损坏,需要保持较大的螺栓力,因此请增大螺栓,大螺栓需要配合大螺母,其实就是,直径更大的螺栓需要拧紧螺母,当然在这个过程中,大家也需要知道,螺栓直径并不是越大越好.
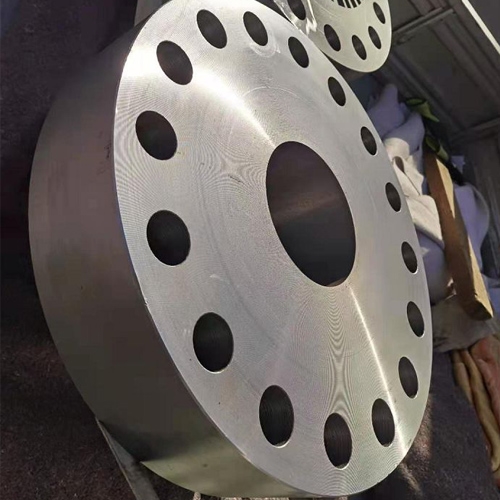
0与PN1.6尺寸与参数有何区别
PN1.0的是8个螺栓孔,PN1.6的是12个螺栓孔
咨询一下,碳钢平焊法兰价格谁比较了解?
碳钢平焊法兰报价¥30元。平焊法兰一般简称为平板,还称搭焊法兰。平焊法兰与管道的连接是先将管子插入法兰内孔至适当位置,然后再搭焊。
平焊法兰需要注意哪些问题?
平焊法兰一旦出现了磨损问题,我们就需要采取相应措施予以补偿,可以将已经磨损的法兰螺纹表面经处理后,向其表面进行热喷塑处理,然后再进行相应的磨削加工,使之恢复到标准尺寸。另外,我们也可以通过在磨损的法兰螺纹部分进行堆焊耐磨碳化钨合金处理,要根据法兰的实际磨损程度,进行堆焊1-2毫米的厚度,之后再进行磨削加工,使平焊法兰达到标准尺寸要求。
平焊法兰的注意事项1.生产平焊法兰的钢板应经超声波探伤,无分层缺陷,保证良好的质量和性能问题,按照一定的质量要求生产和检验,保证生产和使用的钢板没有质量问题;2,应沿钢材轧制方向切割成条状,经弯制对焊成圆环状,并使钢材的表面形成环的柱面。在生产平焊法兰时不得采用钢板直接机加工成带颈法兰,采用一定的工艺制作和加工。
平焊法兰的锻造根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗环也可用精锻加工。为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少.
CJ/T136-2007“给水衬塑复合钢管”是根据建标[2006]78号“建设部2006年标准制定、修订计划”要求进行修订的,该标准颁布后将代替原城镇建设行业标准———CJ/T136-2001“给水衬塑复合钢管”。与原标准相比,主要修订内容如下: 1.规格扩大到DN500,基管除镀锌钢管外增加直缝焊接钢管、螺旋缝埋弧焊钢管、无缝钢管,并对各种基管规定了应执行的标准和要求; 2.外防腐在原有的外热镀锌衬塑钢管基础上,增加了外覆塑衬塑钢管、外涂塑衬塑钢管,并对各种外防腐层规定了应执行的标准和要求; 3.规定了各种内衬塑料的应用范围、内衬塑料和胶粘剂应执行的标准和要求。 4.增加外覆塑层、平焊法兰覆塑层壁厚和公差; 5.增加了衬塑钢管预处理的要求; 6.提高了冷水管的结合强度要求数值; 7.增加了液压试验的要求和试验方法; 8.增加了外覆塑层厚度测试方法; 9.增加了外覆塑层剥离强度要求和试验方法。 给水衬塑复合钢管是采用热胀法或缩径法在钢管内壁按输送介质的要求内衬聚乙烯(PE)、耐热聚乙烯(PE-RT)、交联聚乙烯(PE-X)、聚丙烯(PP-R)、硬聚氯乙烯(PVC-U)、氯化聚氯乙烯(PVC-C)等热塑性塑料管制成。 修订后的标准范围规定为:“本标准适用于公称通径不大于500毫米的给水衬塑钢管,以输送生活用冷热水为主,输送其他用途介质时可参照本标准执行。” 修订后标准对产品标记增加:热水用衬塑钢管代号:SP-CR;冷水用外覆塑衬塑钢管代号:PSP-C;热水用外覆塑衬塑钢管代号:PSP-CR。” 修订后标准新增“4.材料”一章,规定: 1.基管(被衬塑的钢管): 基管为直缝焊接钢管的应符合GB/T3091对基管的要求; 基管为螺旋缝埋弧焊钢管的应符合SY/T5037对基管的要求; 基管为无缝钢管的应符合GB/T8163和GB/T17395对基管的要求; 基管为石油天然气工业输送钢管的应符合GB/T9711对基管的要求。 2.外防腐 基管外防腐为热镀锌的应符合GB/T3091对镀锌层的要求; 基管外防腐为涂塑的应符合CJ/T120对涂塑层的要求; 基管外防腐为外覆塑的应符合本标准和SY/T0413对外覆塑层的要求; 3.法兰 基管焊有法兰的钢法兰尺寸应符合GB/T9119或其他相应标准的规定; 钢法兰材质应符合GB/T9124或其他相应标准的要求。 4.承口 基管焊有承口的钢承口尺寸应符合GB/T13295的规定; 5.采用沟槽连接的衬塑钢管,其基管外径应符合CJ/T156的规定。 6.内衬塑料 给水用内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T13663对塑料的要求; 燃气用内衬聚乙烯(PE)钢管的内衬塑料应符合GB/T15558.1对塑料的要求; 冷热水用内衬耐热聚乙烯(PE-RT)钢管的内衬塑料应符合CJ/T175对塑料的要求; 冷热水用内衬交联聚乙烯(PE-X)钢管的内衬塑料应符合GB/T18992.2对塑料的要求; 冷热水用内衬聚丙烯(PP-R)钢管的内衬塑料应符合GB/T18742.2对塑料的要求; 给水用内衬硬聚氯乙烯(PVC-U)钢管的内衬塑料应符合GB/T10002.1对塑料的要求; 冷热水用内衬氯化聚氯乙烯(PVC-C)钢管的内衬塑料应符合GB/T18993.2对塑料的要求; 7.外覆塑料 外覆聚乙烯衬塑钢管的外覆塑料应符合SY/T0413对塑料的要求。 8.粘结剂 外覆塑层与钢管之间的胶粘剂应符合SY/T0413对胶粘剂的要求,衬塑层与钢管之间的胶粘剂应符合相应衬层材料所需的粘接性能的要求。 9.基管表面处理 基管在衬塑前应采用喷丸、打磨、酸洗等方法去除基体金属表面的铁锈、毛刺、污垢等,并应符合GB/T12611规定。 对“5要求”有修订的条文为: 5.1.2衬塑钢管定尺长度为一般为6米,其全长允许偏差为±20毫米。衬塑无缝钢管可按供需双方协定的定尺交货。 5.2.1衬塑钢管内外表面应光滑、不允许有气泡、裂纹、脱皮、伤痕、凹陷、色泽不均及分解变色线。 5.3.1结合强度:冷水用衬塑钢管的钢与内衬塑之间结合强度不应小于0.3MPa(30N/cm2)。热水用衬塑钢管的钢与内衬塑之间结合强度不应小于1.0MPa(100N/cm2)。 5.3.2弯曲性能:公称通径不大于50毫米衬塑钢管经弯曲后不发生裂痕,钢与内外塑层之间不发生离层现象。 5.3.3压扁性能:公称通径大于50毫米的衬塑钢管经压扁后不发生裂痕,钢与内外塑层之间不发生离层现象。 5.3.4卫生性能:输送饮用水的衬塑钢管的内衬塑料管卫生性能应符合GB/T17219的要求,也可按卫生部门要求执行卫法监发(2001)161号规范。 5.3.6液压试验 基管应按基管所执行的标准进行液压试验,衬塑钢管型式试验时应进行液压试验,液压试验可在整根管上进行,也可在一段管上与管件组成试件进行,液压试验压力和保压时间应按基管所执行的标准来执行。 5.3.7外覆塑层剥离强度:要求剥离强度不应小于35N/cm。 本标准修订时没有规定衬塑钢管的适用工作压力,是考虑到衬塑管道的适用工作压力,不仅取决于基管的品种和厚度,还取决于管件及连接方法,还取决于选用的安全系数,应由工程规范来规定,应由管道设计工程师来决定。为便于管道工程设计师选用,规定“基管应按基管所执行的标准进行液压试验”“液压试验压力和保压时间应按基管所执行的标准执行”,管道工程设计师可参考基管的承压能力来选用衬塑钢管。 修订后标准对“6试验方法”新增规定: 外覆塑层层厚度按QB/T3834用磁性法进行检验。 增加“外覆塑剥离强度”要求和试验方法,其要求和试验方法同SY/T0413-1995“埋地钢质管道聚乙烯防腐层技术条件”要求和试验方法,考虑到型式试验是在生产线外进行,当时复合管已冷下来,故把试验温度改为常温。 修订后标准对出厂检验项目规定为:外观、尺寸、弯曲试验、压弯试验。 修订后标准规定: 衬塑钢管外壁应标上产品标志、生产企业名称、衬塑钢管和基管执行标准号。
相关资讯查看>>
供应商信息
山西豪迈锻压有限公司
法兰
公司地址:山东省济南市历山北路黄台不锈钢市场7区713号(驻山东办事处)
企业信息
注册资本:1000万以上
注册时间: 2014-12-12


 山西豪迈锻压有限公司
山西豪迈锻压有限公司


 粤公网安备44030402000848号
粤公网安备44030402000848号