

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
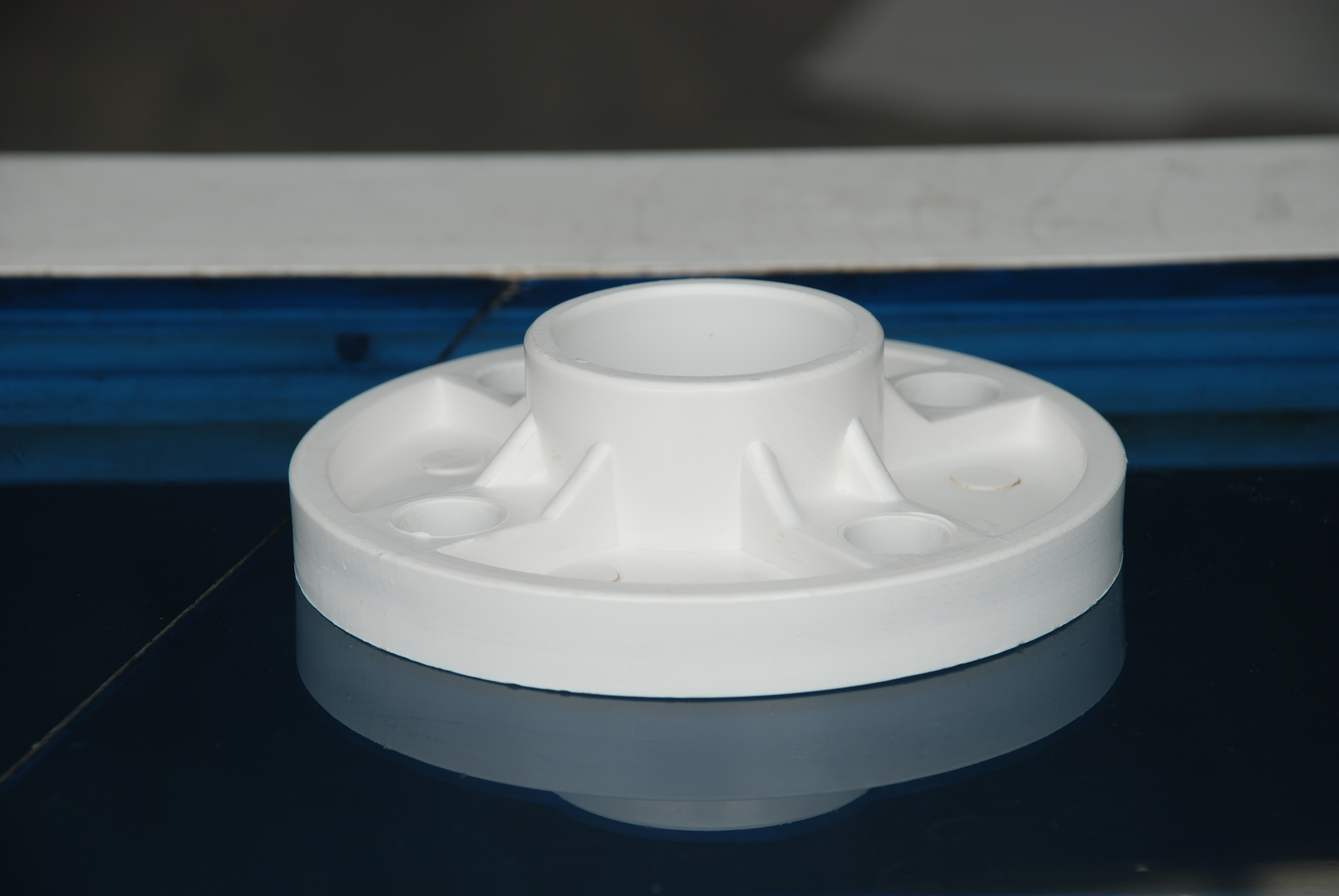
- PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片_PE法兰
- ABS给水管 新型耐腐蚀管 优质环保塑胶ABS管材_ABS给水管
- PE闷盖 管帽 堵帽 闷头 封头20-400 PVC管堵_PE闷盖
- PVC铜丝三通 铜丝弯头 铜丝铜牙弯头三通_PVC铜丝三通铜丝弯头
- PVC等径直通 直节 接头管接 上水管件优质给水管件_PVC直通直节
- ABS内丝 内牙直 内牙直接 给水管配件生产厂家_ABS内丝
- PE给水管堵头_PE堵头PE给水管件
- PVC手柄塑料蝶阀 管道阀门开关 对夹塑料蝶阀_PVC手柄蝶阀
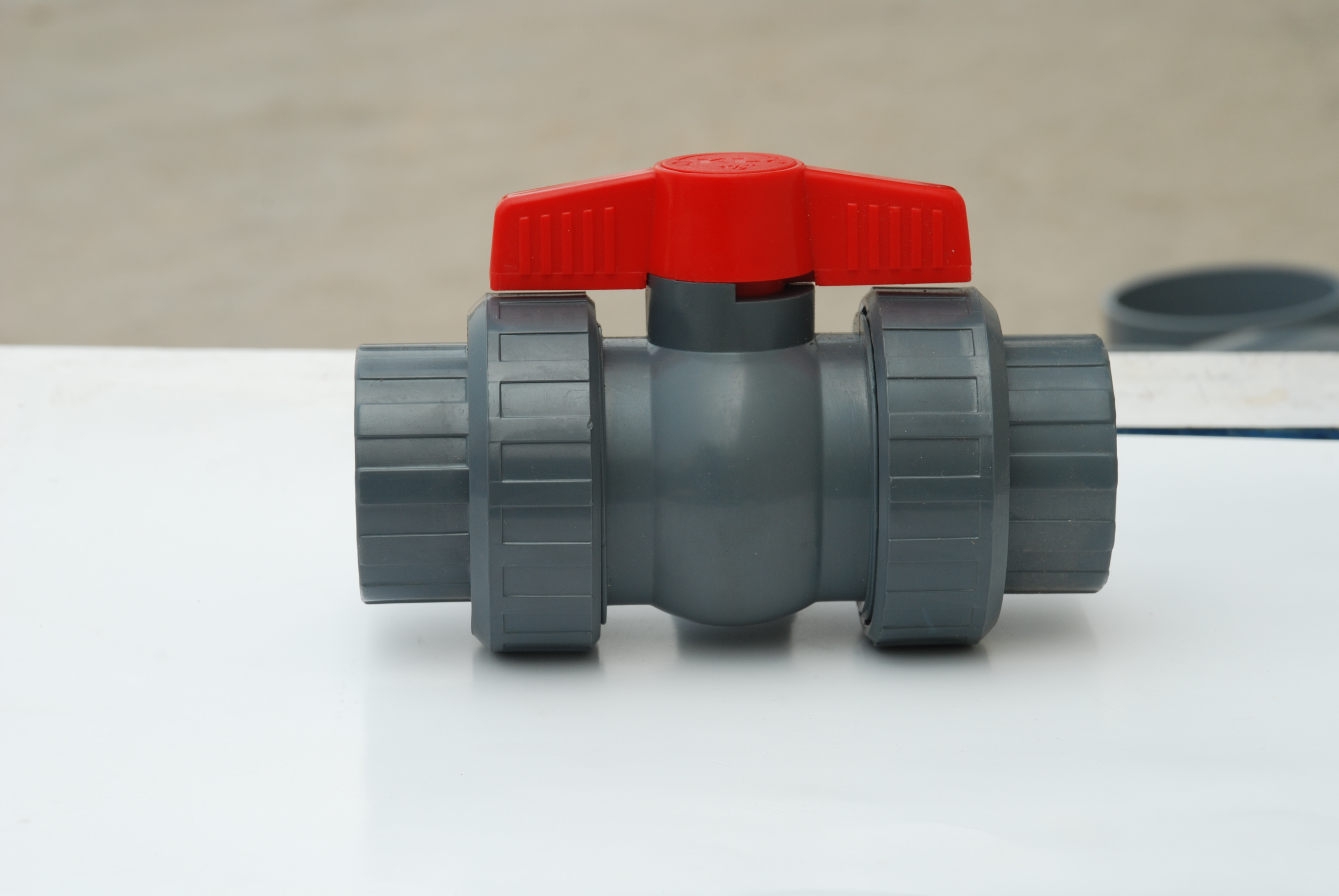
- PVC一体球阀 活节球阀 水管阀门给水阀门_PVC球阀
- ABS活节 ABS给水管件 ABS活接头_ABS活接








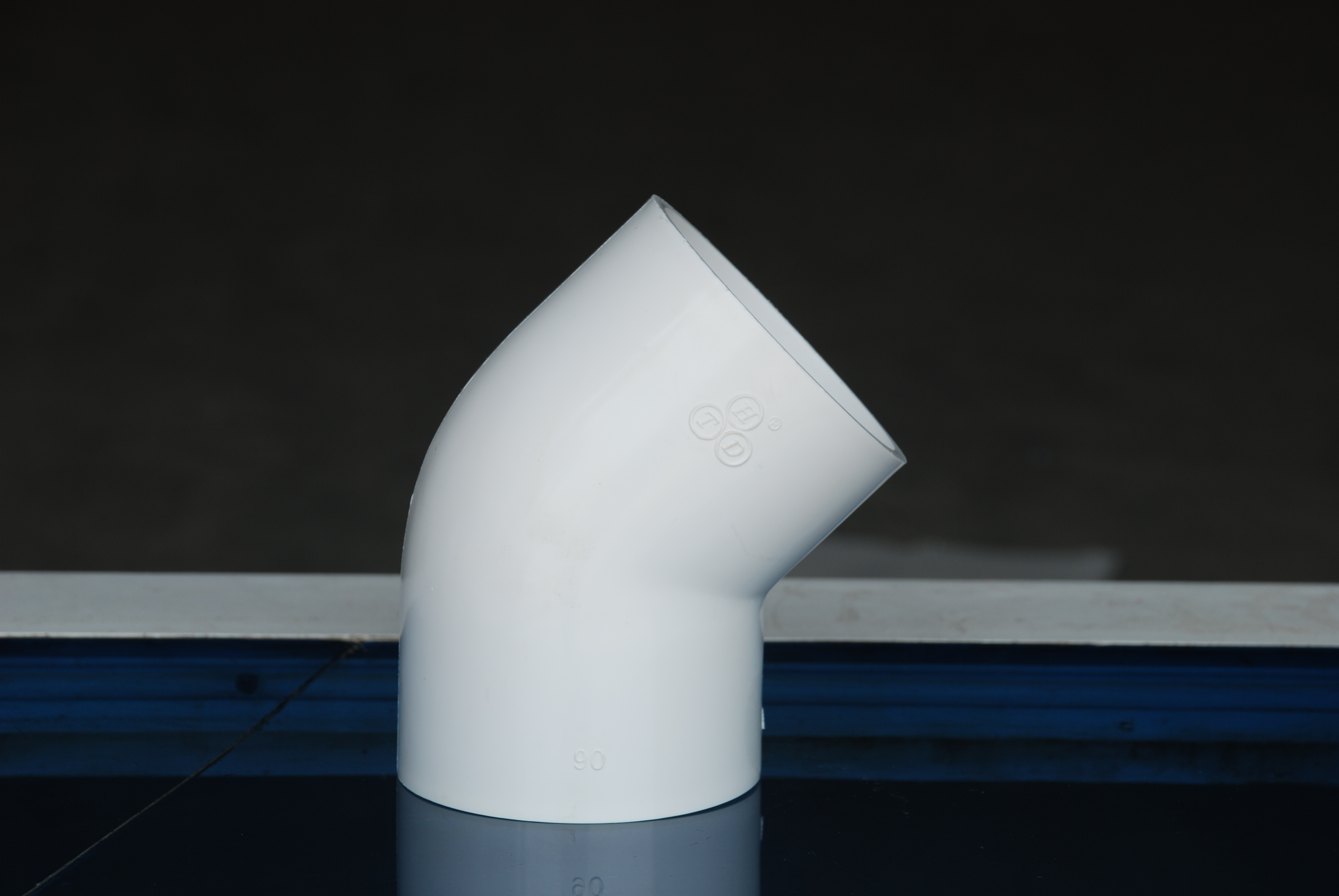
山东原装PVC45度弯头双承弯头给水管件工程_口碑好的PVC管-山东汇通达塑业有限公司
- 产品名:PVC45度弯头 双承弯头 小直管给水管 上水管管件
- 产品价格:0.42
- 尺寸:
- 产地:
- 公司:
产品有特殊要求时仍在使用.弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形!与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造.
如果您想了解PVC45度弯头 双承弯头 小直管给水管 上水管管件更多信息,请致电 冰露:13365348788,或者您直接到我们公司总部一起交流研讨,地址:山东省德州禹城市东四环路,我们期待您的致电或来访。

质量好PE给水管报价_塑料给水管相关-山东汇通达塑业有限公司
山东汇通达塑业有限公司主营:PVC45度弯头 双承弯头 小直管给水管 上水管管件等等产品,涉及PVC管等等行业。 公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 多年来致力于PVC管,拥有众多的专业人才,并通过多年以来不断的积累,在业界形成良好的口碑。 售后方面也赢得了用户的一致好评。您的满意是我们一直前进的动力。
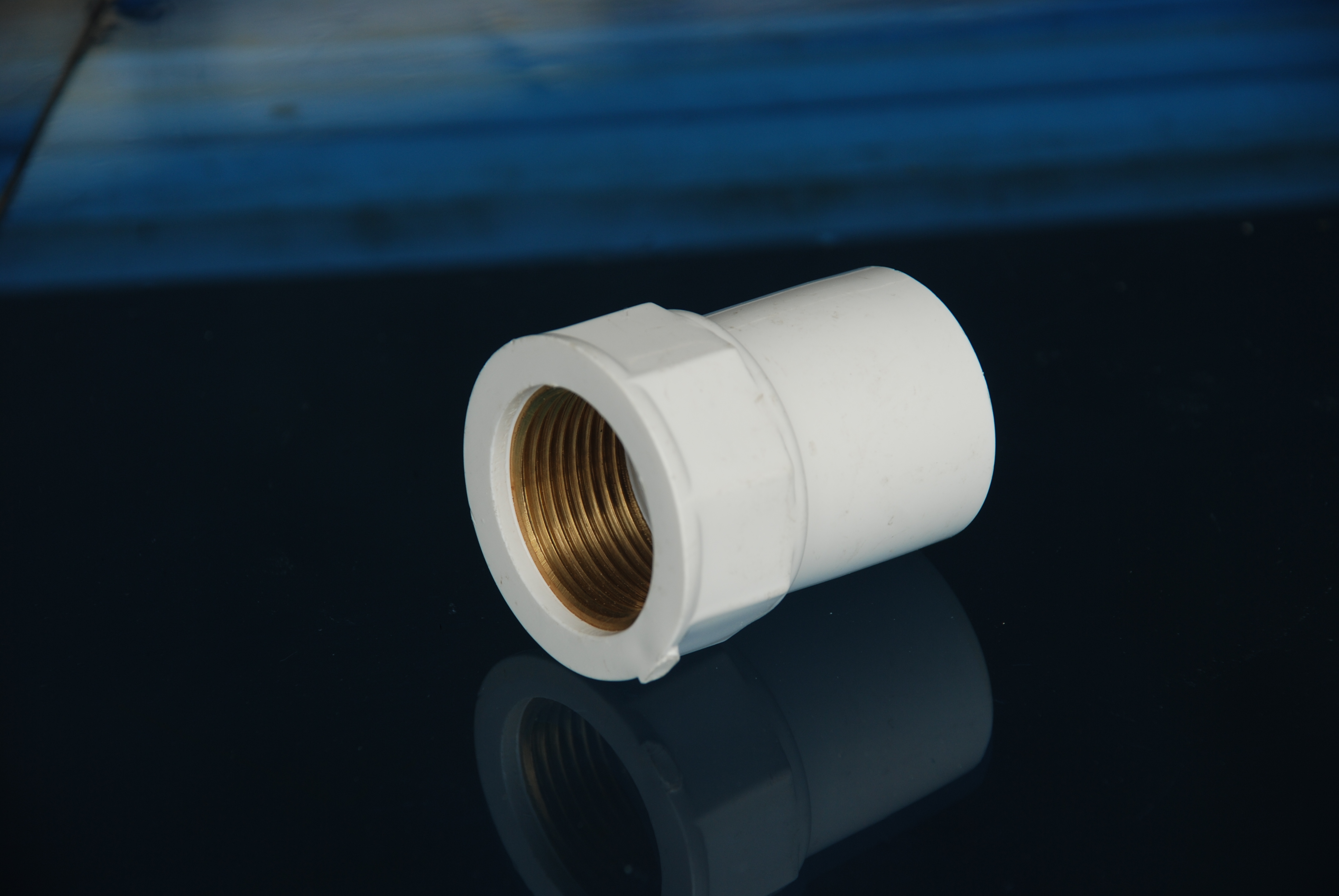
原装进口PVC补芯缩节销售_正规PVC管-山东汇通达塑业有限公司
2。通过有限元分析,研究了在内压下多局部减薄之间的相互干涉效应,研究表明多局部减薄的相互影响不仅与间距有关,还与减薄深度有关!指出减薄深度较浅时,轴向局部减薄间距大于2倍壁厚,双局部减薄的极限载荷与单个局部减薄的极限载荷基本相同;当减薄深度较深,轴向局部减薄间距大于4倍壁厚时,双局部减薄的极限载荷与单个局部减薄的极限载荷基本相同,补充了现有研究的不足.3.通过有限元计算,研究了相连直管对弯头极限弯矩的加强作用,指出与弯头相连的直管会使弯头的极限弯矩增大,弯曲半径不同时,弯头极限载荷增加量不同!
该项研究填补了这一领域的空白.技术要求1、由于管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面质量和机械性能基本和管子是一样的!为了焊接方便,管件与被连接的管子的钢种是相同的。2、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆.这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作.

正宗PE直通采购_PE直通厂家相关-山东汇通达塑业有限公司
用有限元方法对内压作用下局部减薄弯头的极限载荷进行了系统地分析和计算,得出局部减薄弯头的极限压力与局部减薄的直管不同,弯头的极限压力不仅取决于局部减薄大小,还与局部减薄位置和弯曲半径有关,如采用局部减薄直管的计算方法评定弯头,则会得出不安全或过于保守的结果;同时减薄宽度对极限载荷的影响也不可忽略!在有限元分析的基础上给出了局部减薄弯头极限压力的计算公式,公式计算结果与有限元计算和实验结果都相当吻合并偏安全,计算公式可以实际应用于局部减薄弯头的安全评定,补充了该项研究的空白!
山东原装PVC45度弯头双承弯头给水管件工程
按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等!其他名称:90度弯头、直角弯等.弯头是水暖安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向!其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等.用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯!弯曲半径小于等于管径的1!5倍属于弯头,大于管径的1。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程!采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造!这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻.
在管道系统所使用的全部管件中,所占比例大,约为80%。通常,对不同材料或壁厚的弯头选择不同的成形工艺。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。热推成形热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程.热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头!
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28


 粤公网安备44030402000848号
粤公网安备44030402000848号