

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
- PVC90度弯头 双承弯头 小直管给水管 上水管管件_PVC90度弯头双承弯头
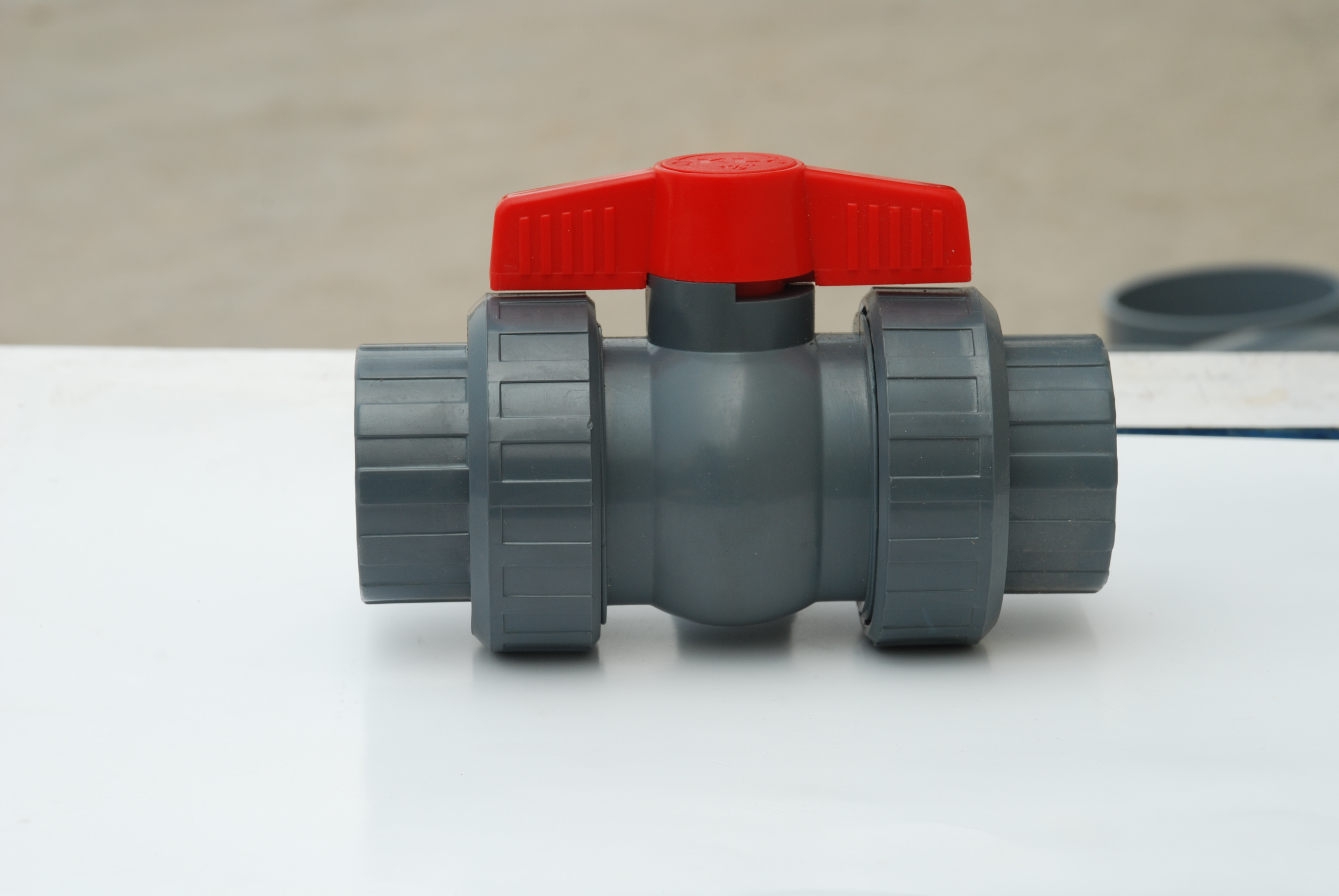
- ABS活节球阀 一体球阀 ABS球阀 ABS给水管件_ABS球阀
- ABS管夹 管材固定件 U型卡 ABS给水管件_ABS管夹
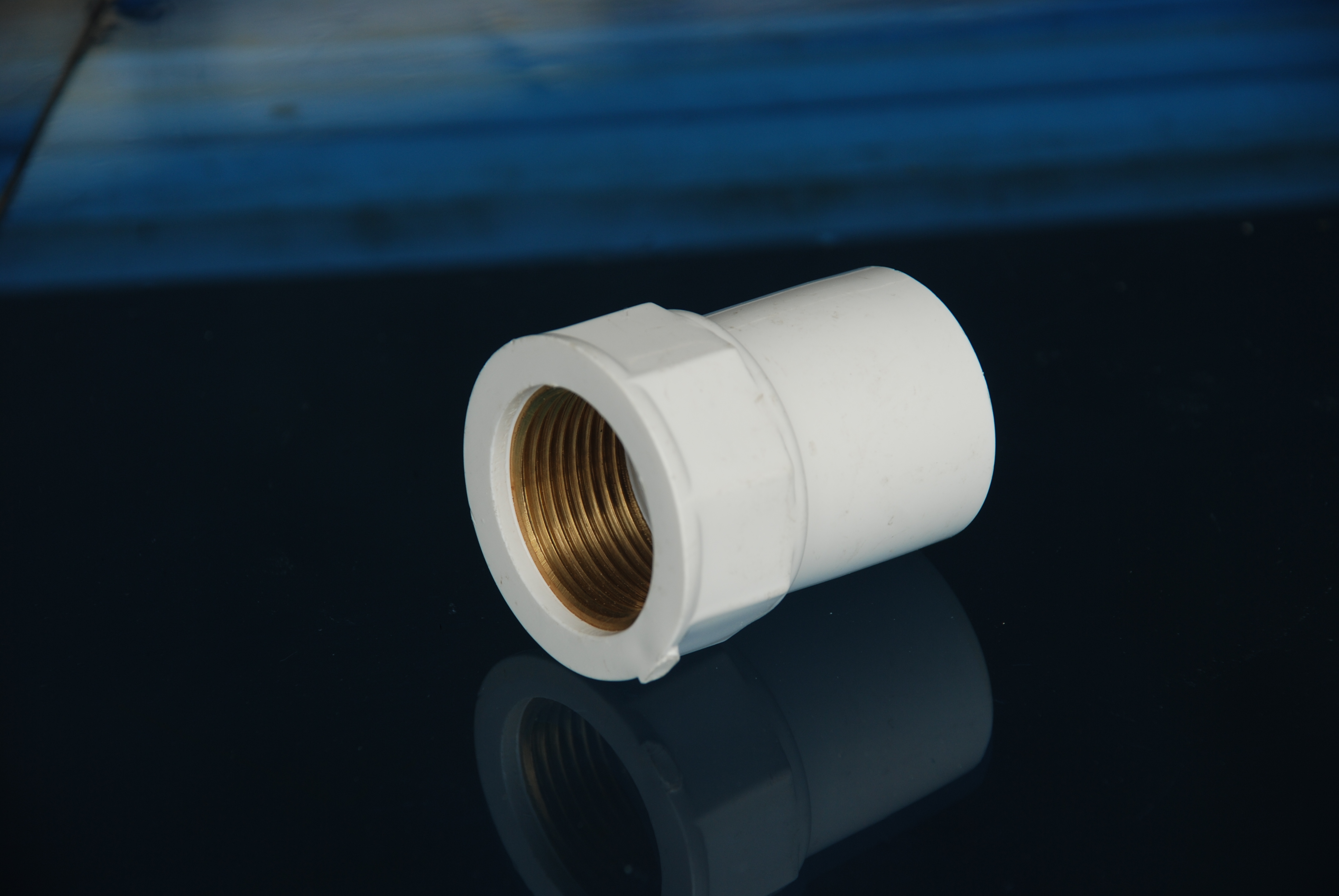
- PVC内丝 内牙直 内牙直接 给水管配件生产厂家_PVC内丝内牙直
- ABS弯头45度 90度 管道连接弯头 供应ABS给水配件_ABS弯头
- 供应ABS法兰 ABS活套法兰 ABS给水管件 现货供应_ABS法兰
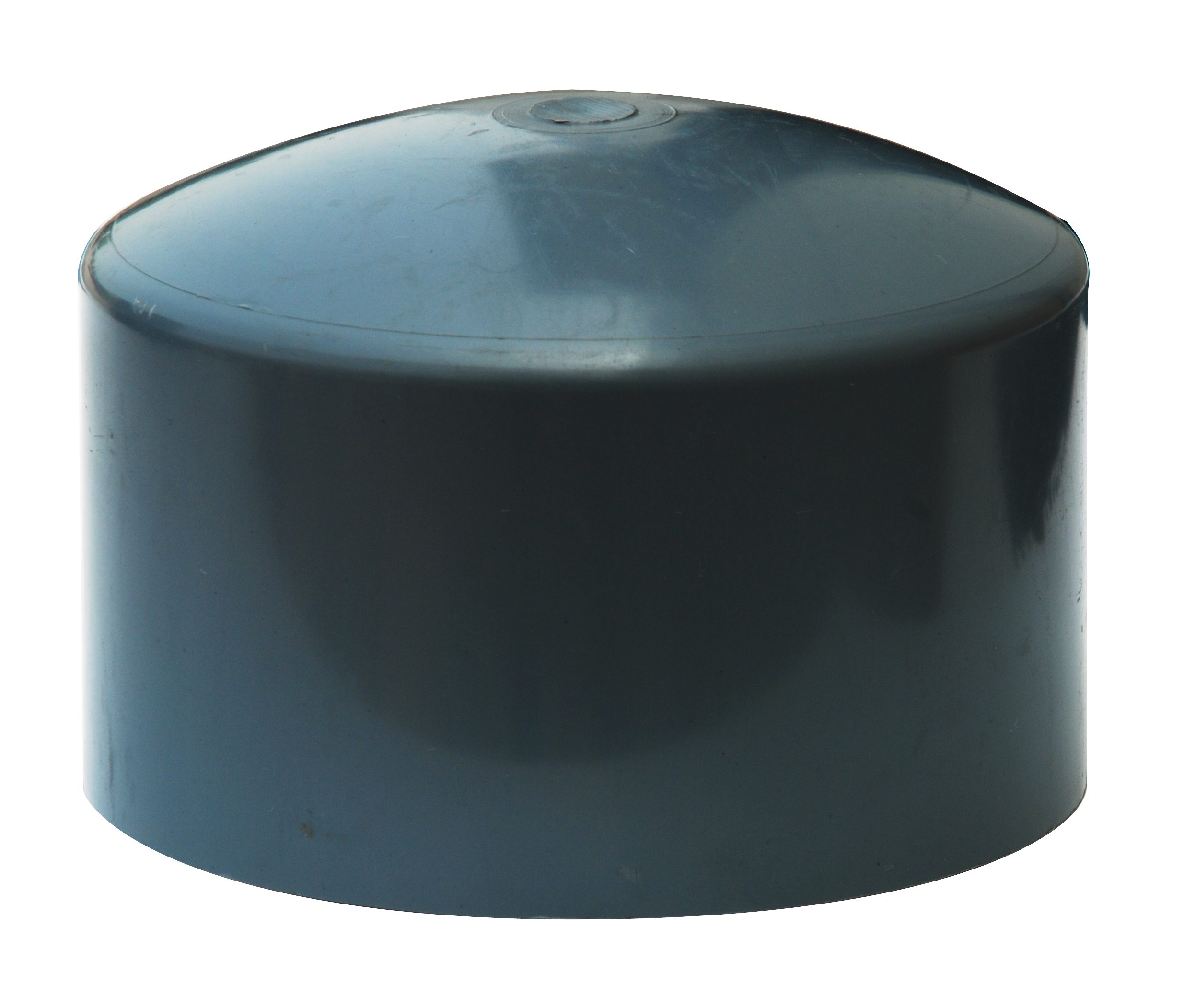
- PE闷盖 管帽 堵帽 闷头 封头20-400 PVC管堵_PE闷盖
- PVC三通 厂家直销 加厚给水三通 斜三 异三_PVC优质三通
- 供应U-PVC管Φ25_U-PVC管材De25
- PE抢修节 PE哈夫节 修补管道 水管快速抢修接头_PE抢修节









山东正宗PVC90度弯头双承弯头销售_口碑好的PVC管-山东汇通达塑业有限公司
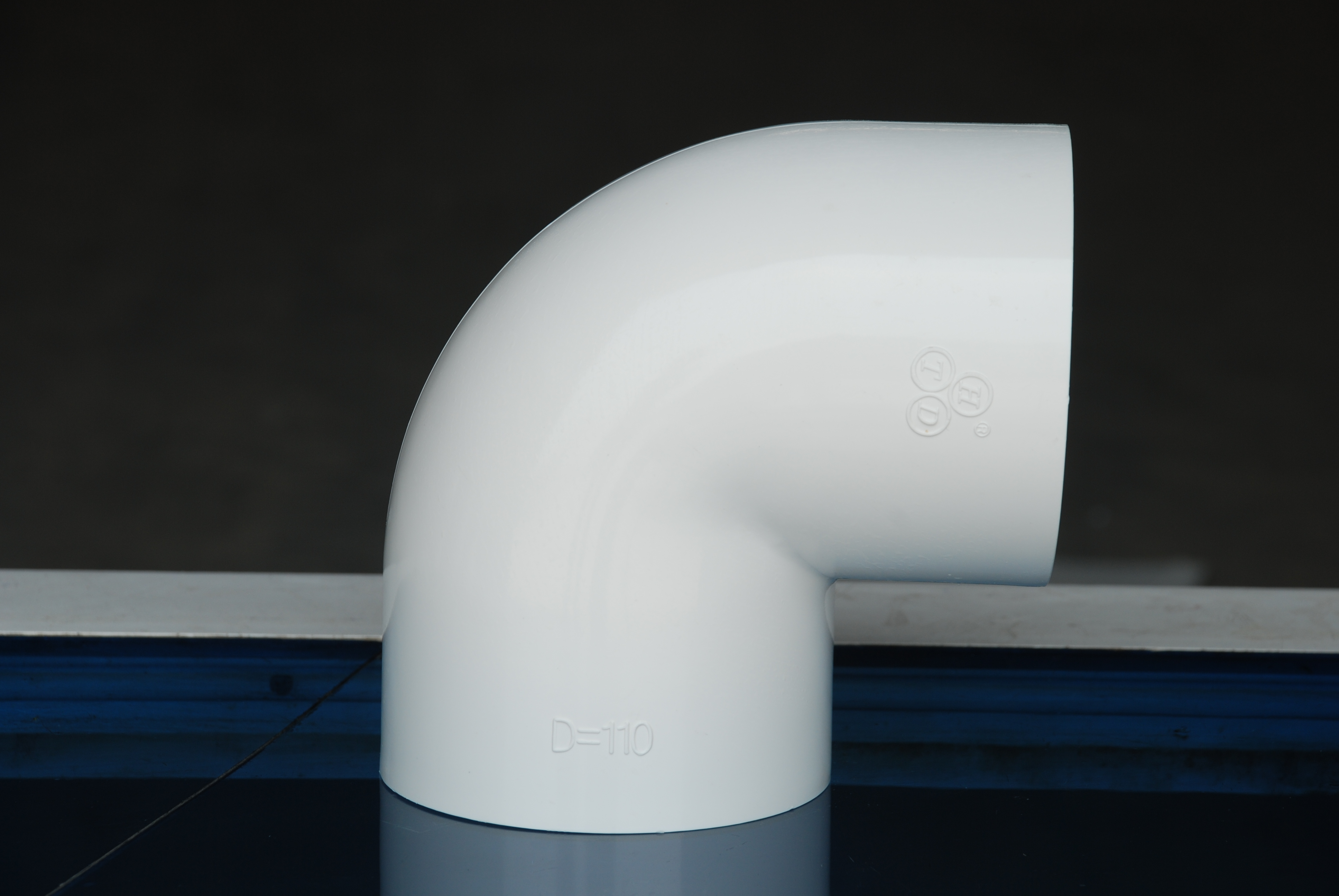
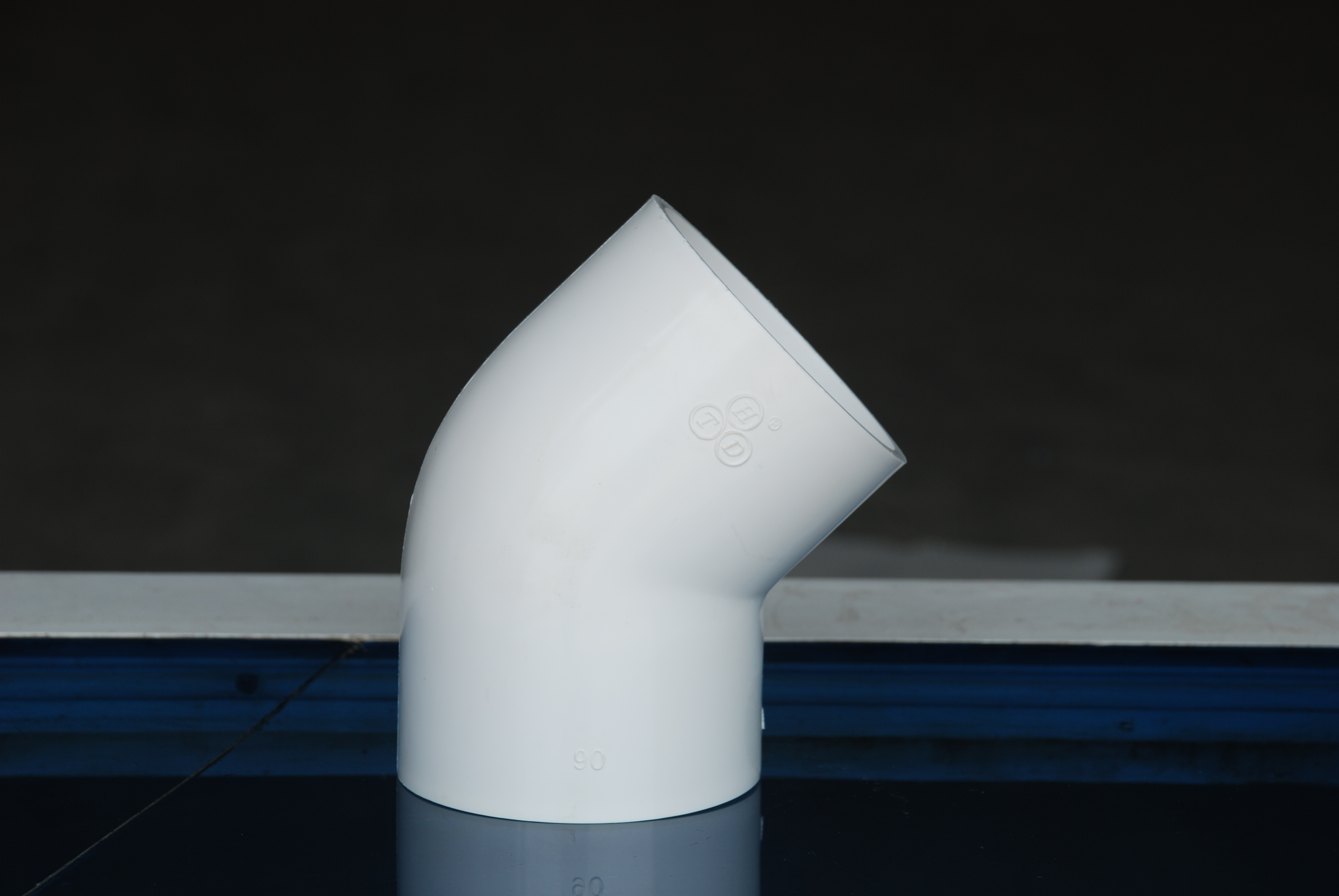
- 产品名:PVC90度弯头 双承弯头 小直管给水管 上水管管件
- 产品价格:0.48
- 尺寸:
- 产地:
- 公司:
其他名称:90度弯曲、直角弯曲等弯头是水温安装中常用的连接管,用于管道弯头的连接,用于改变管道的方向其他名称:90°弯曲、直角弯曲、爱弯曲、冲压弯曲、冲压弯曲、机制弯曲、焊接弯曲等用途:连接两条公称通径相同或不同的管道,使管道弯曲90°、45°、180°和各种度数弯曲半径小于管径的1.5倍是弯曲,大于管径的1!5倍是弯曲配管安装中常用的连接用配管连接两根公称通径相同或不同的配管,使配管以一定的角度转弯,公称压力为1-1.
山东汇通达成形业有限公司成立于2004年,位于禹城市高新技术产业开发区,是集PVC管材管、HDPE管材管、节水灌溉等产品开发、制造、销售、设计设置、货物进出口为一体的生产型企业。目前国内外先进的挤出机、注射设备,设备自动化程度高,专业生产直径16mm-1200mm的PVC-U、PVC-M、PVC-UH、HDPE供水、灌溉、污染管管,HDPE喷雾、滴水管、ABS系列化工管,年生产管能力达4万吨。公司已通过质量管理体系认证、环境管理体系认证、职业健康安全管理体系认证、测量管理体系认证、节水产品认证,被评为质量、服务、信用AAA企业,获得省级多项荣誉称号供水用硬PVC管件是以高分子材料-PVC为主要材料,加入高性能的加工助剂,高速挤出成型的全塑料制品,具有重量轻、耐腐蚀、水流阻力小、节能、安装快、成本低等优点.

哪里有PVC手柄蝶阀价格_法兰蝶阀相关-山东汇通达塑业有限公司

正宗U-PVC给水管De32生产厂家_ U-PVC给水管De32供应相关-山东汇通达塑业有限公司
山东正宗PVC90度弯头双承弯头销售
施工时加上鞍形零件的一半二合三通,用u形螺栓紧固,加厚管壁,直接在上面钻孔,用外螺纹塑料零件连接.试验表明,该方法施工后,试验压力检验完全可以满足规范要求!另外,在管道内的水流产生推力的位置,例如弯头、三通、管道端的密封板等,为了承受水流的推力,必须设置停止推脚5PVC管作为新型的非金属管,用现有的金属管检测设备,无法检测到具体的位置,但是在管道埋设施工时在管道上埋设电线就能简单地解决这个问题管道的安装结构1!
6Mpa通常的分类可以弯曲弯曲头,卡套式弯曲头带边弯曲头,带座弯曲头法兰弯曲头180°弯曲头双承弯曲头插入弯头异径弯头,无缝弯头对焊弯头90°弯头45°弯头组合三通内螺纹弯头冲压弯头,推动弯头,高压弯头耐磨弯头,机械弯头法兰式弯头沟槽式弯头立体弯头外螺纹弯头专用弯头防水弯头产品特点:1!代替传统的铸铁管、钢管、节约资源2!水质卫生,无二次污染3!质量轻,搬运装卸便利,密度极小,搬运装卸、施工方便4。
耐腐蚀优良,耐酸、耐碱、耐腐蚀,对于化学工业之用途甚为适合,与一般铸铁管、镀锌管相比、UPVC管具有特强的化学稳定,耐强酸、强碱、不生锈结垢,无二次污染5。流体阻力小,管材内壁光滑,有效地改善了管网的水利条件,减少了系统运行费用6!机械强度大7.施工简易,管道连接施工容易8!施工方便,使用寿命长,在正常使用条件下,UPVC管的有效使用寿命超过50年PVC管的连接方式主要有密封胶圈、粘接和法兰三种!管径在100mm以上的管道一般采用橡胶圈接口的管径在100mm以下的管道一般采用粘接接头,也有采用活接头的管道.
焊接后硬化性大,容易产生裂纹!采用同类焊条焊接时,必须进行300℃以上的预热和焊接后700℃左右的缓冷处理!焊接部件不能进行焊接热处理时,请选择铬镍不锈钢焊条2。为了改善不锈钢弯头的耐腐蚀性和焊接性,适当增加适量的稳定性要素,焊接性好,采用同类铬不锈钢焊条时,应进行200℃以上的预热和焊接后800℃左右的回火处理!如果焊接物不能进行热处理,请选择铬镍不锈钢焊条连接pvc配管的接头通常为90度和45度!
管道跨越下水道或其他管道时,一般使用金属管,塑料管与金属管用法兰连接.阀门前后与管道的连接也用法兰连接1小口径管道用溶剂粘接时,为了形成坡口,必须将插口倒入小圆角,确保断口平坦垂直轴,使粘接牢固,避免漏水2一般管径在100毫米以上的PVC管采用橡胶圈接口!安装前,必须安排人员将管道插口部分倒角,检查胶圈质量是否合格。安装时必须擦拭承口、橡胶圈等3传统管道设置的管槽挖掘,只要将管道放入管槽,封口即可,在没有松动原来的土层的情况下,不需要加压垫层4一般PVC管支管开叉可用三通或立式止水栓开叉!
热压弯头是采用热压工艺制作的一种弯头,是管件的一种。
正火能消除除过共析热压弯头的网状渗碳体,对于亚共析热压弯头正火可细化晶格,提高综合力学性能,对要求不高的弯头用正火代替淬火工艺是比较经济的。
热推成形
热推弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
冲压成形
冲压成形弯头是*早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。 在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。
但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。
冷挤压成形
冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
其它成形方法
除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。
但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28






 粤公网安备44030402000848号
粤公网安备44030402000848号