

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28








山东口碑好的PVC45度弯头双承弯头给水管件采购_口碑好的PVC管-山东汇通达塑业有限公司
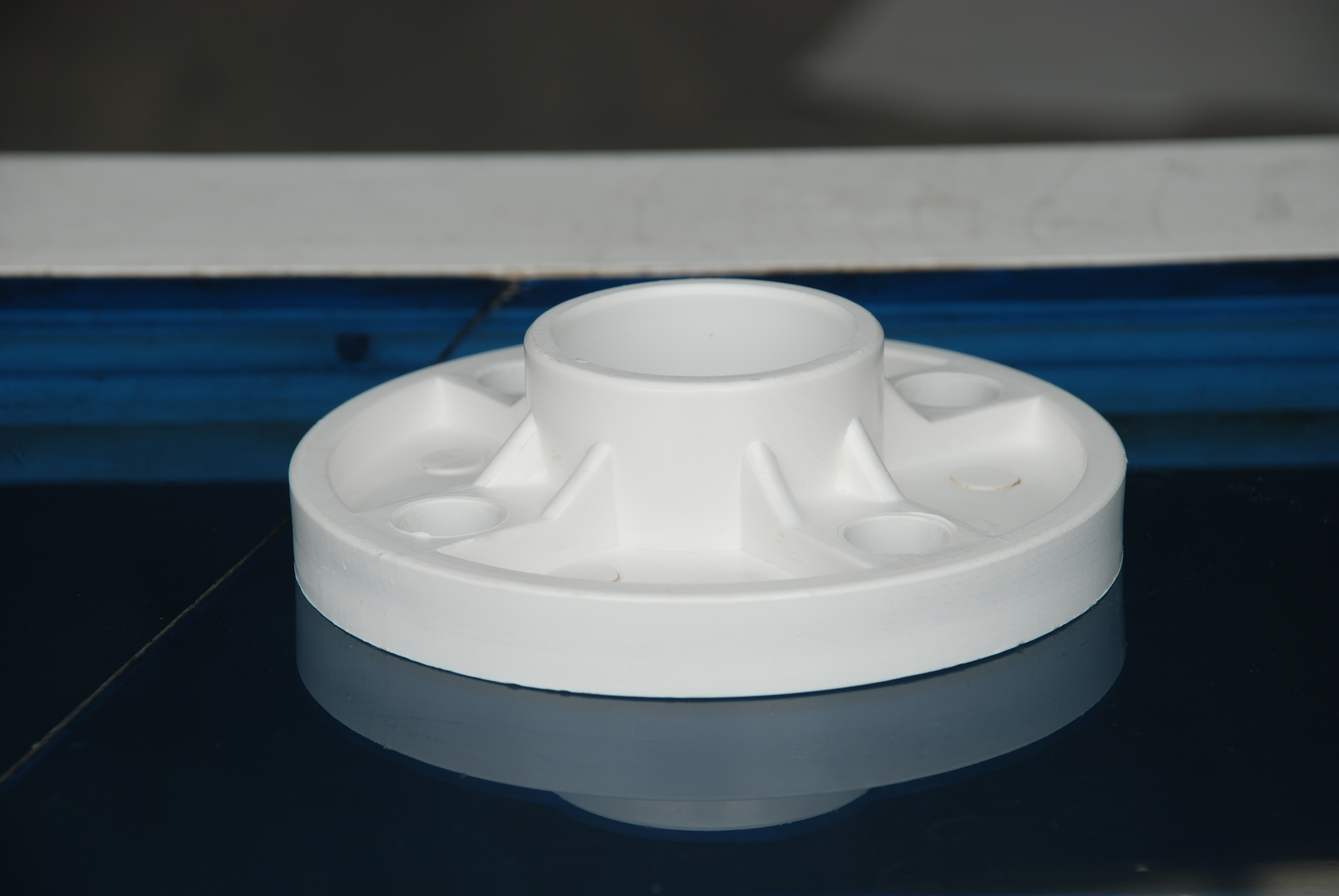
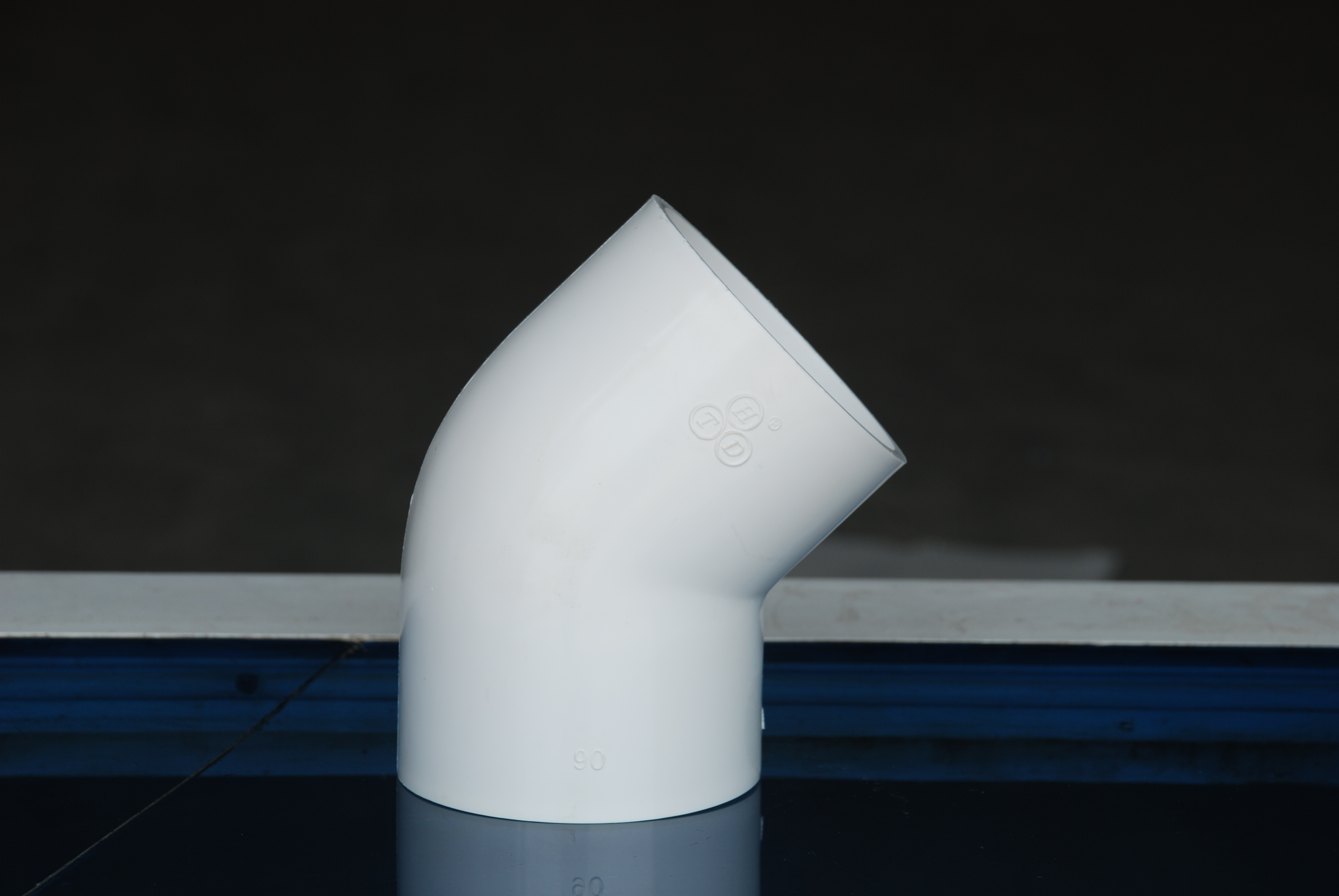
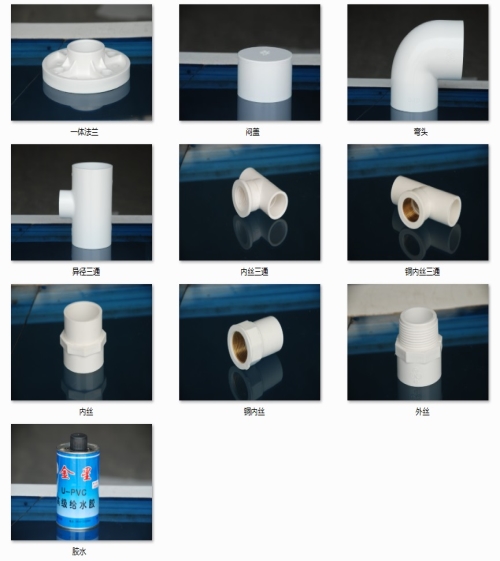
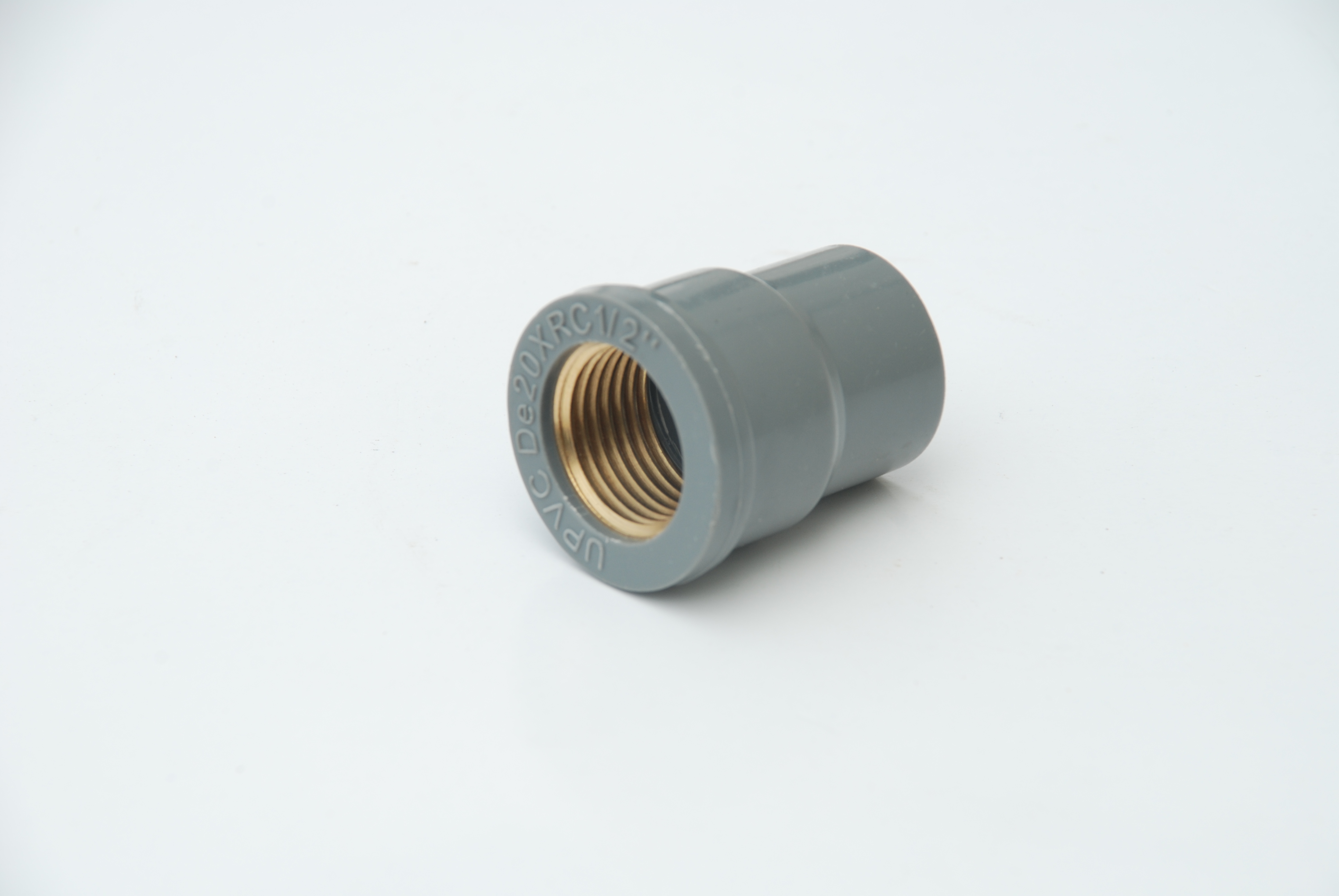
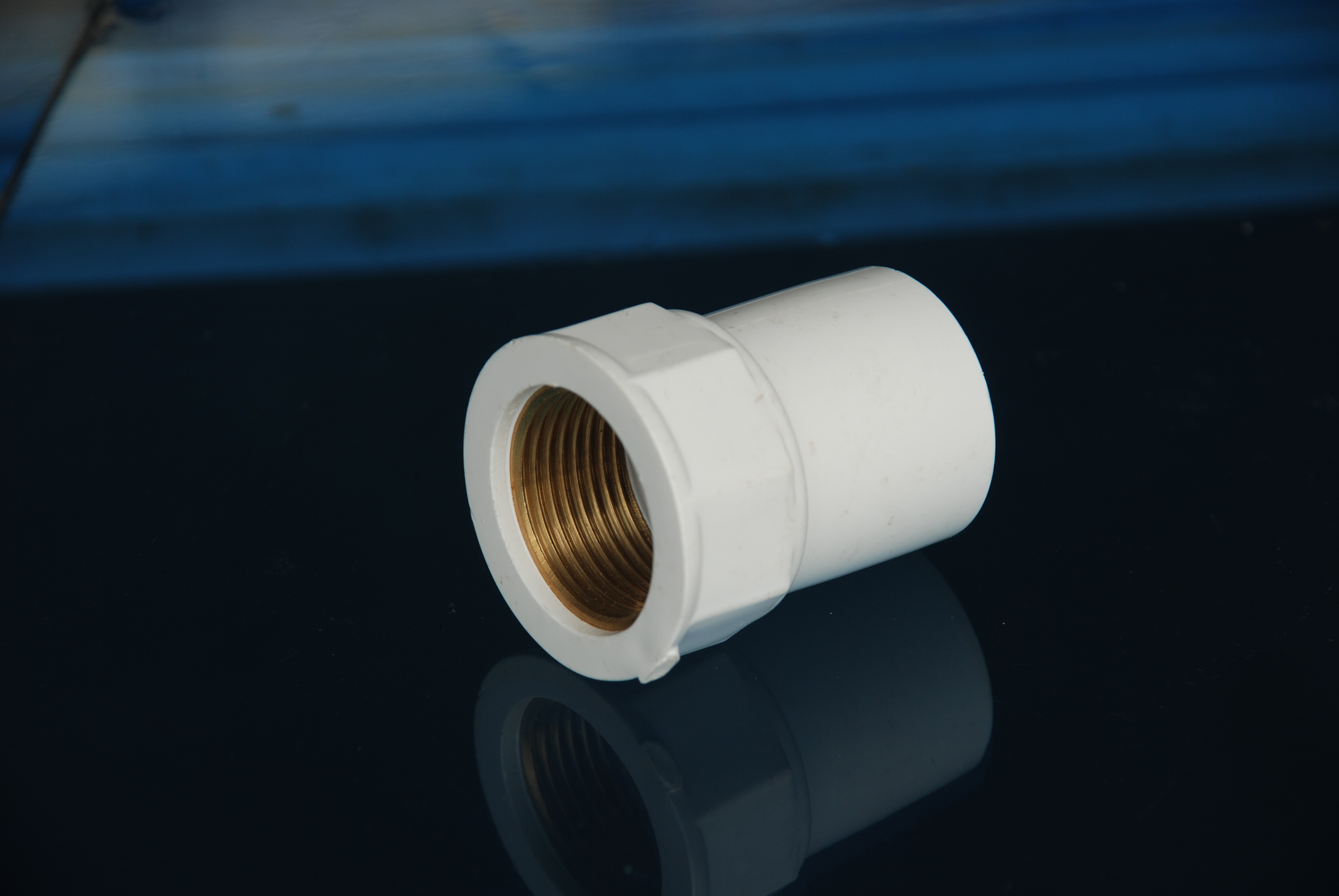
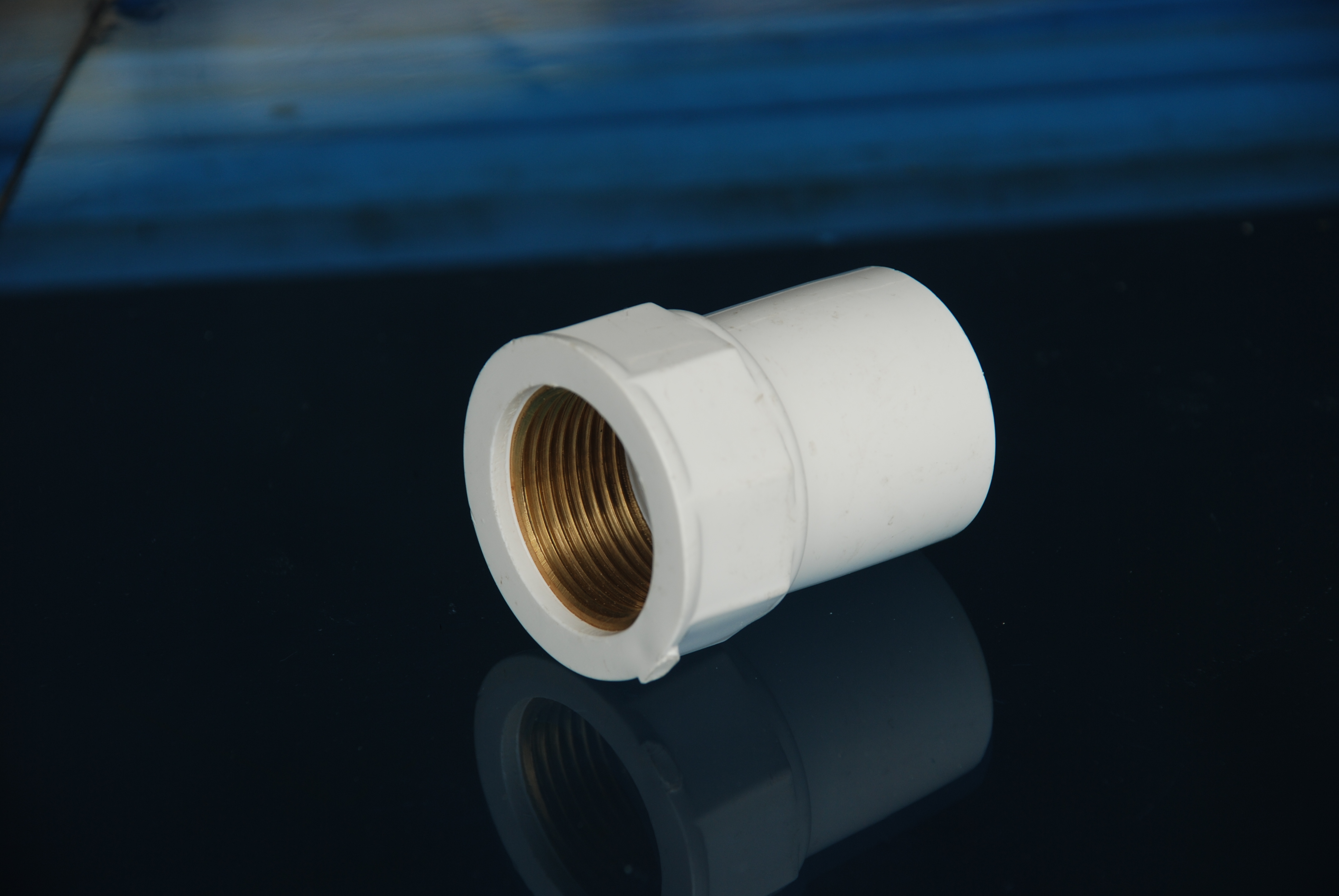
- 产品名:PVC45度弯头 双承弯头 小直管给水管 上水管管件
- 产品价格:0.42
- 尺寸:
- 产地:
- 公司:
当相连直管长度大于3倍管径时,直管对弯头的强化作用不再增加.该项研究补充了直管对弯头加强作用研究的不足!4!通过有限元分析详细研究了局部减薄对弯头极限弯矩的影响,得出面内弯矩作用下局部减薄弯头极限弯矩的大小与减薄位置、减薄尺寸及弯曲半径有关。研究表明在弯矩作用下,几何非线性的影响是显著的!在内壁局部减薄和大变形有限元分析的基础上,给出面内弯矩作用下局部减薄弯头极限弯矩的计算公式,计算结果可以较准确并偏保守地反映出有限元计算结果,并与实验结果相符。
该项研究填补了这一领域的空白。技术要求1、由于管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定.表面质量和机械性能基本和管子是一样的!为了焊接方便,管件与被连接的管子的钢种是相同的。2、就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆。这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。
用有限元方法对内压作用下局部减薄弯头的极限载荷进行了系统地分析和计算,得出局部减薄弯头的极限压力与局部减薄的直管不同,弯头的极限压力不仅取决于局部减薄大小,还与局部减薄位置和弯曲半径有关,如采用局部减薄直管的计算方法评定弯头,则会得出不安全或过于保守的结果;同时减薄宽度对极限载荷的影响也不可忽略!在有限元分析的基础上给出了局部减薄弯头极限压力的计算公式,公式计算结果与有限元计算和实验结果都相当吻合并偏安全,计算公式可以实际应用于局部减薄弯头的安全评定,补充了该项研究的空白!
山东原装U-PVC给水管De32采购_ U-PVC给水管De32生产厂家相关-山东汇通达塑业有限公司
山东口碑好的PVC45度弯头双承弯头给水管件采购
产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形!在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形!与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右!但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造.
5倍属于弯管!管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子,使管路做一定角度转弯,公称压力为1-1!6Mpa!局部减薄弯头的极限载荷研究局部减薄是弯头常见的缺陷,但国内外对此类缺陷的研究主要针对直管,对弯头局部减薄的研究少有文献报道.本文通过详细的有限元计算和理论分析,研究了在内压和弯矩作用下局部减薄对弯头极限承载能力的影响,以及内压作用下多局部减薄的相互干涉效应和弯矩作用下直管对弯头极限载荷的加强作用,并进行了部分实验验证,得到了以下研究成果:1.
冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压!冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程!采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造.这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻!
按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头、对焊弯头等。其他名称:90度弯头、直角弯等.弯头是水暖安装中常用的一种连接用管件,用于管道拐弯处的连接,用来改变管道的方向!其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等.用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯!弯曲半径小于等于管径的1。5倍属于弯头,大于管径的1。
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28


 粤公网安备44030402000848号
粤公网安备44030402000848号