

 聊城市兴祥钢管有限公司
聊城市兴祥钢管有限公司
无缝钢管
公司地址:山东省聊城市开发区将官屯工业园
企业信息
注册资本:500-1000万
注册时间: 2016-05-04




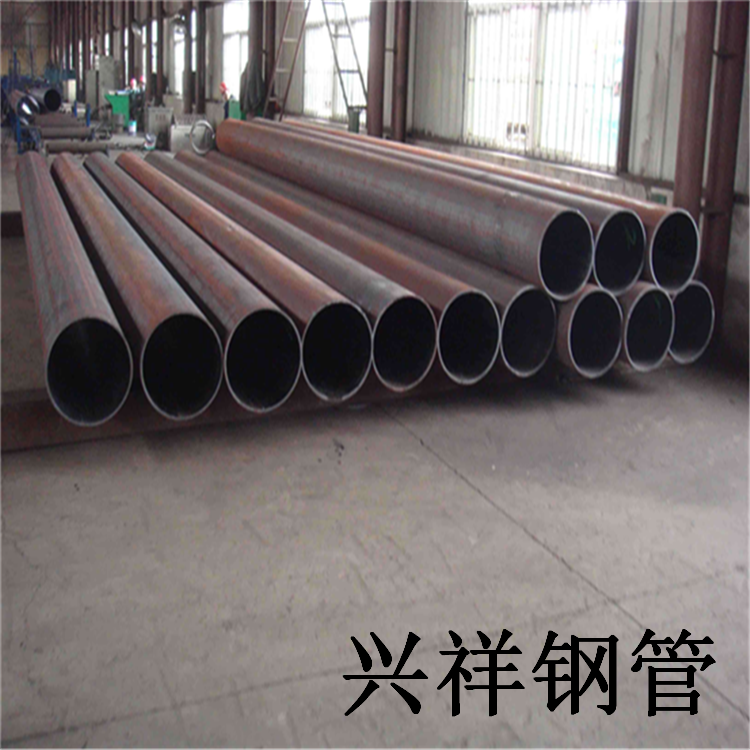
衡阳正宗无缝管生产厂家_l245n无缝管相关-聊城市兴祥钢管有限公司
- 产品名:无缝钢管
- 产品价格:4260.00
- 尺寸:
- 产地:
- 公司:
5~45mm共36种.冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除!D、直道允许深度.热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,大深度不大于0!5mm;冷拔(轧)钢管不大于公称壁厚的4%,大深度不大于0!
乌鲁木齐质量好流体管销售_流体管供应相关-聊城市兴祥钢管有限公司
衡阳正宗无缝管生产厂家
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同!不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火!退火后要用专门的酸性液体进行酸洗!酸洗后,涂油!然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理.热处理后,就要被矫直!钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤!若钢管内部有裂纹,气泡等问题,将被探测出!钢管质检后还要通过严格的手工挑选。
3!4、按专门用途分,有锅炉管、地质管、石油管等!规格编辑无缝管按GB/T8162-87规定4!1、规格:热轧管外径32~630mm!壁厚2。5~75mm!冷轧(冷拔)管外径5~200mm!壁厚2。5~12mm.4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在!这些缺陷应完全清除掉,清除后不得使壁厚和外径超过负偏差!4!3、钢管的两端应切成直角,并清除毛刺。壁厚大于20mm的钢管允许气割和热锯切割。
050%和含磷量不超过0。045%),其机械性能应符合GB8162-87表内所规定的数值.3!2、按水压试验供应的国产无缝管必须保证标准所规定的水压试验。3。3、进口无缝管的物理性能检验按合同规定的有关标准进行!2、用途2!1、无缝管用途很广泛!一般用途的无缝管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件.2.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应!
3mm.E、钢管两端应切成直角,并清除毛刺!不锈钢无缝管的制造工艺:1。热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热.钢坯被送入熔炉内加热,温度大约为1200摄氏度.、按机构性能供应的国产无缝管,普通碳素钢按GB/T700-88的甲类钢制造(但必须保证含硫量不超过0!
1!1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔.在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管!再送至自动轧管机上继续轧制.最后经均整机均整壁厚,经定径机定径,达到规格要求.利用连续式轧管机组生产热轧无缝钢管是较先进的方法。1。2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法.
如果您想咨询无缝管更多信息,请致电峰:13963509686;珍惜与每个对无缝钢管有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,聊城市兴祥钢管有限公司详细地址:山东省聊城市开发区将官屯工业园。
无缝钢管
公司地址:山东省聊城市开发区将官屯工业园
企业信息
注册资本:500-1000万
注册时间: 2016-05-04
 粤公网安备44030402000848号
粤公网安备44030402000848号