

 山东汇通达塑业有限公司
山东汇通达塑业有限公司
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28
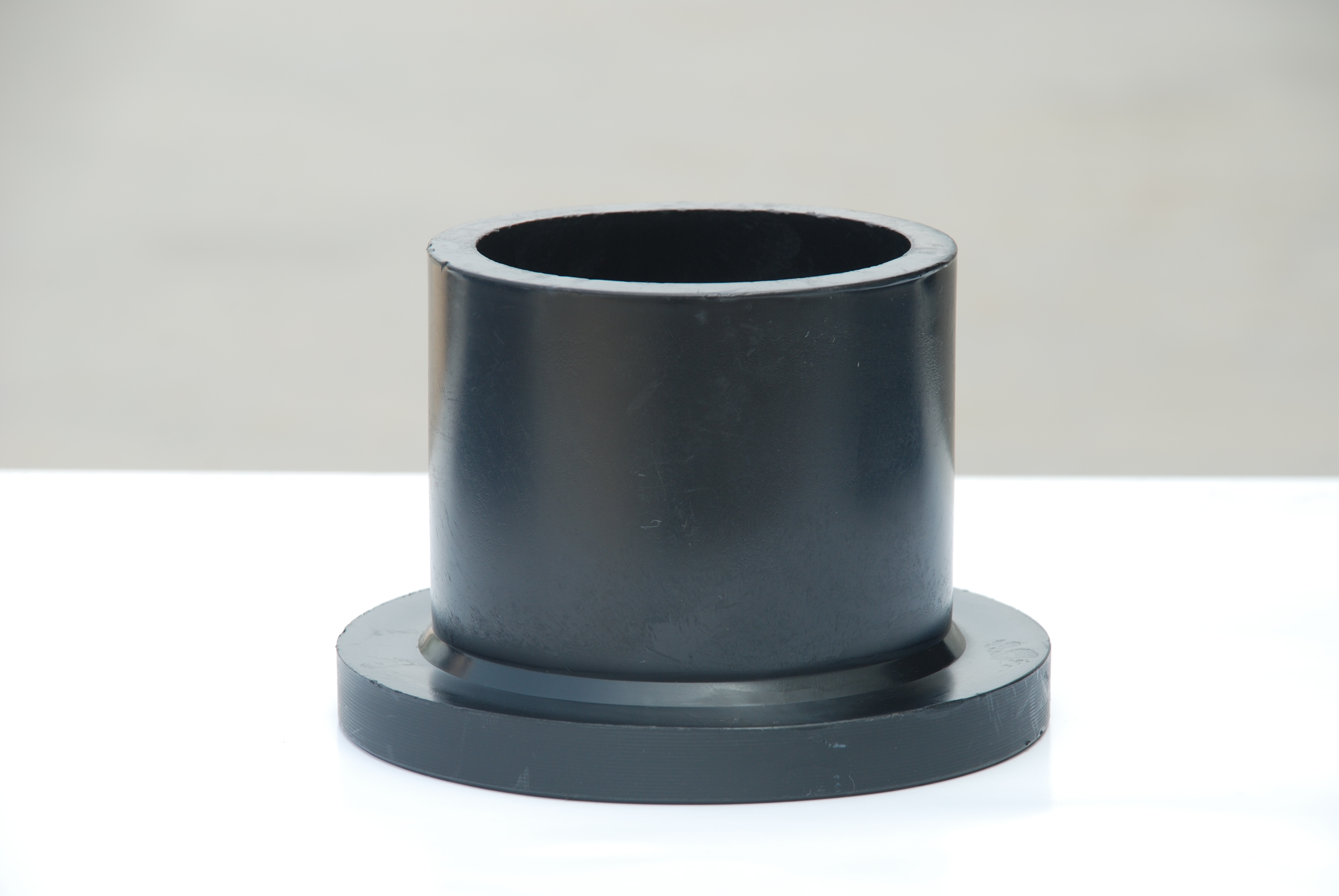
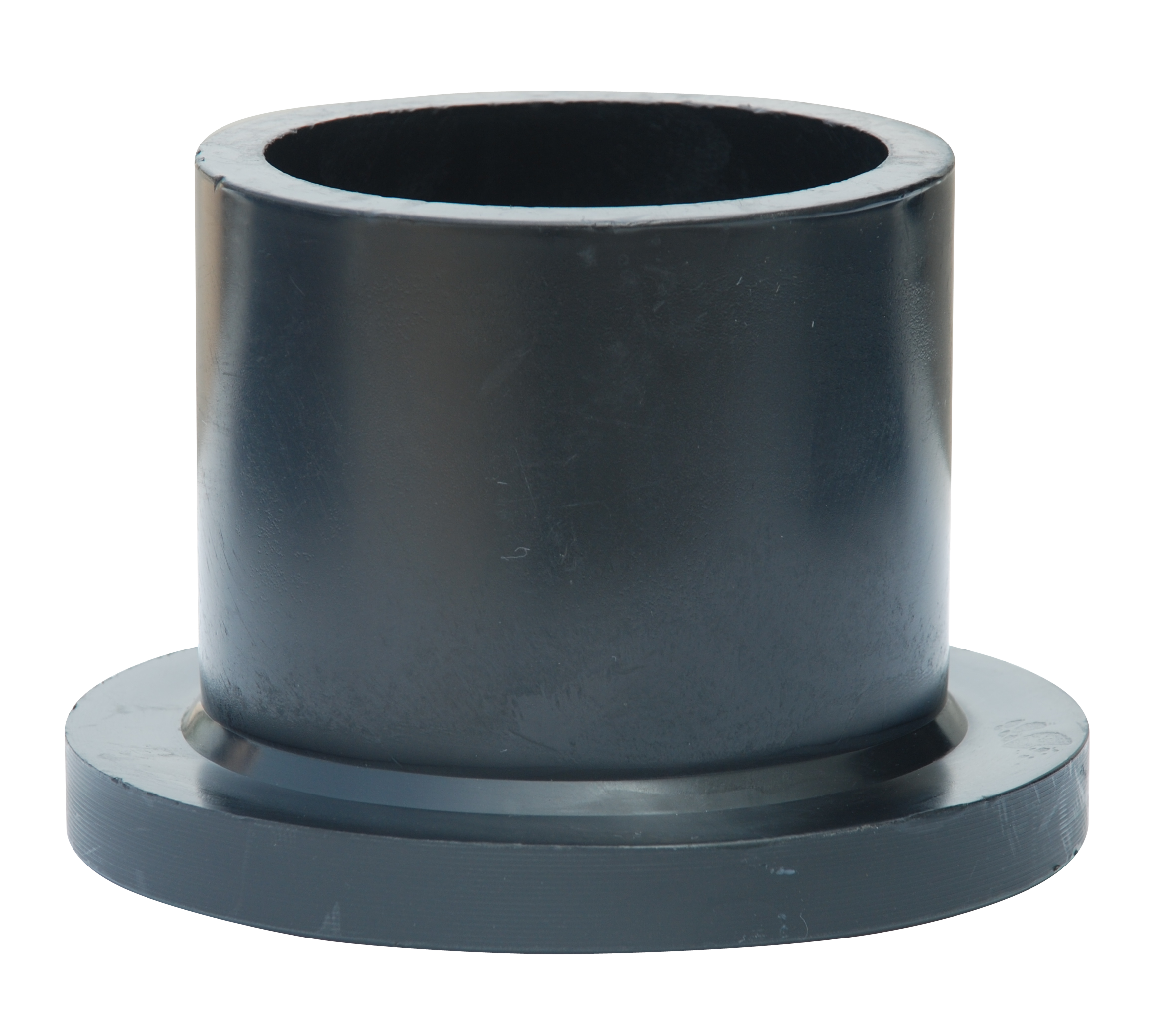
- PVC法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片_PVC一体法兰活套法兰
- PVC90度弯头 双承弯头 小直管给水管 上水管管件_PVC90度弯头双承弯头
- ABS闷盖 管帽 堵帽 闷头 封头20-400 ABS管堵_ABS闷盖
- PVC水嘴 快开水龙头 PVC塑料快接龙头_PVC塑料水嘴快开水龙头
- PE给水管 纯净水用管 多种规格厂家直销_PE给水管
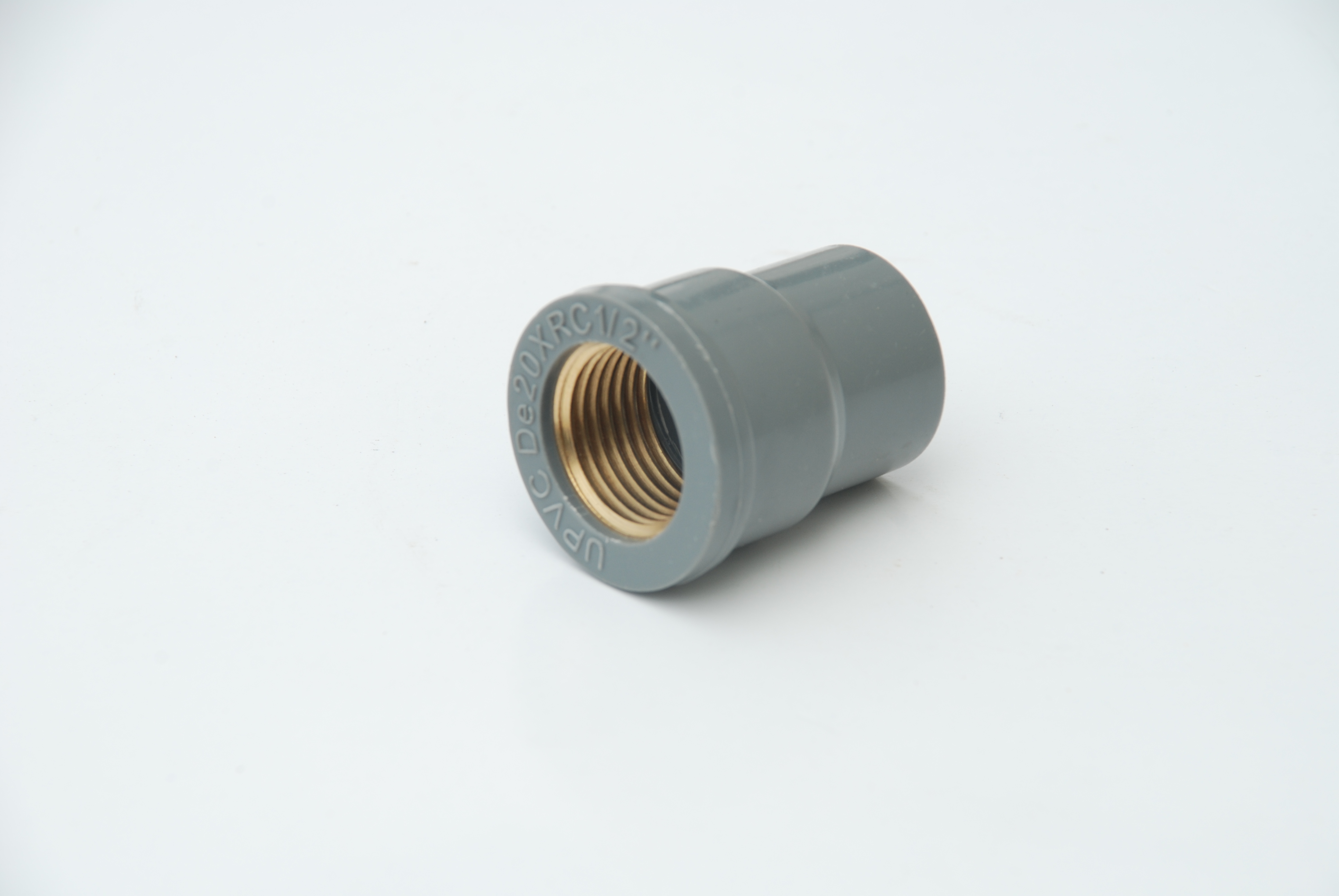
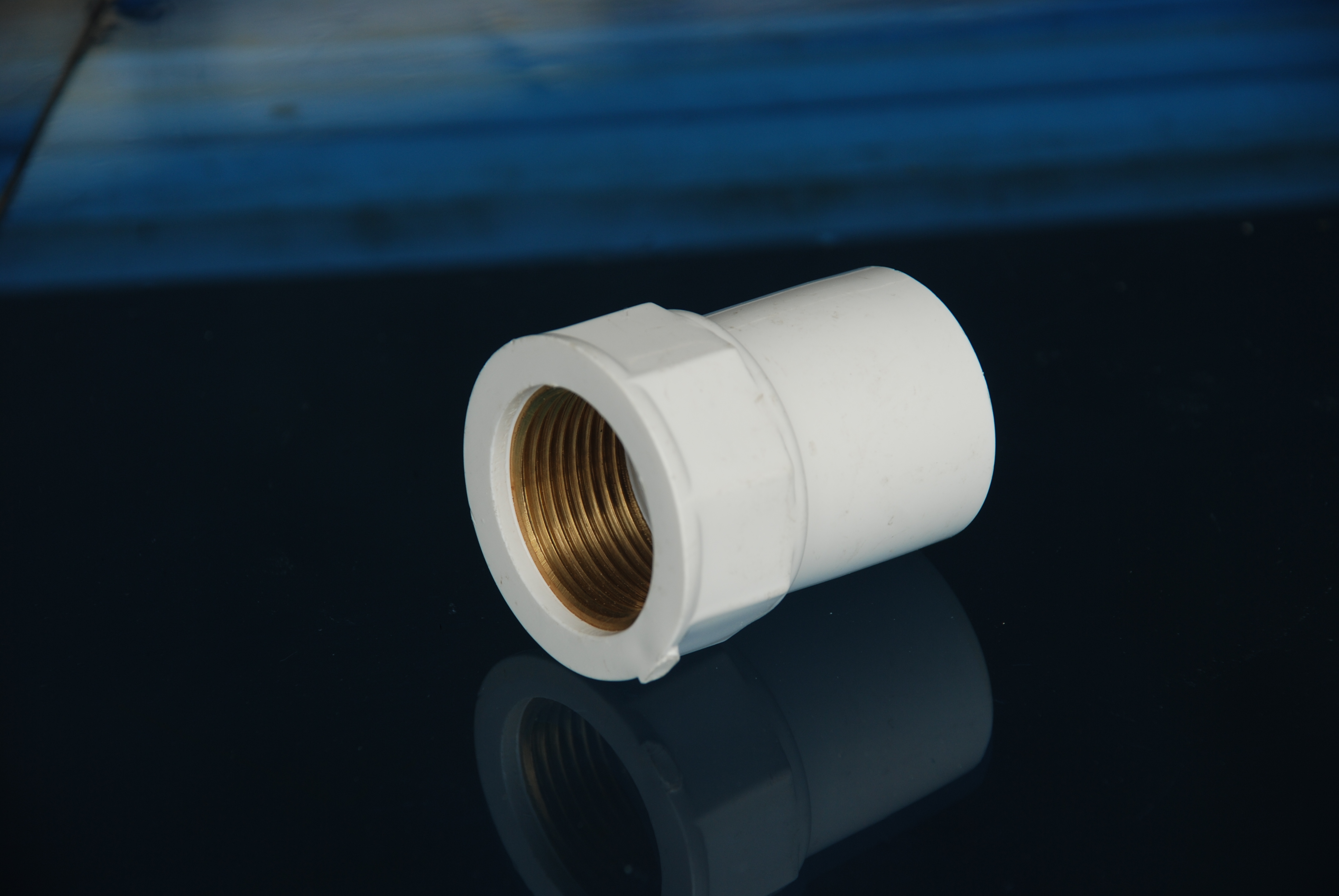
- PVC外丝 外牙直 外牙直接 给水管配件生产厂家_PVC外丝外牙直
- PVC三通 厂家直销 加厚给水三通 斜三 异三_PVC优质三通
- 供应U-PVC管材20-630_U-PVC给水管20-630
- ABS活节 ABS给水管件 ABS活接头_ABS活接
- PVC手柄塑料蝶阀 管道阀门开关 对夹塑料蝶阀_PVC手柄蝶阀







山东智能PE法兰施工_ PE法兰厂家直销相关-山东汇通达塑业有限公司
- 产品名:PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片
- 产品价格:2.76
- 尺寸:
- 产地:
- 公司:
3、PE管5℃以下存在一定低温脆性,冬季施工要当心,切管时要用锋利刀具缓慢切割。对已安装的管道不能重压、敲击,必要时对易受外力部位复盖保护物!4、它的线膨胀系数较大,在明装或非直埋暗敷布管时必须采取防止管道膨胀变形的技术措施.5、长期受紫外线照射易老化降解,安装在户外或阳光直射处必须包扎深色防护层.6、管道安装后在封管及复盖装饰层前必须试压!冷水管试压压力为系统工作压力的1!5倍,但不得小于1MPa;热水管试验压力为工作压力的2倍,但不得小于1.
(二)、钢塑转换接头钢管端与金属管道连接应符合相应的钢管焊接或法兰连接的规定!(三)、钢塑转换接头钢管端与钢管焊接时,在钢塑过渡段应采取降温措施!(四)、钢塑转换接头连接后应对接头进行防腐处理,防腐等级应符合设计要求,并检验合格。操作要点及工艺步骤:1.材料准备:管道、管件应根据施工要求选用配套的等径、异径弯头和三通等管件。热熔焊接宜采用同种牌号、材质的管件,对性能相似的不同牌号、材质的管件之间的焊接应先做试验.

山东正宗U-PVCDe20给水管哪家便宜_给水管相关-山东汇通达塑业有限公司
如果您想了解PE法兰 活套法兰 一体法兰 法兰接头 法兰盘法兰片更多信息,请致电 冰露:13365348788,或者您直接到我们公司总部一起交流研讨,地址:山东省德州禹城市东四环路,我们期待您的致电或来访。
5~1。0mm,确保切削所焊管段端面的杂质和氧化层,保证两对接端平整、光洁.4!对中:两对焊管段的错边应越小越好,如果错边大,会导致应力集中,错边不应超过壁厚的10%.5.加热:加热板温度达到设定值后,放入机架,施加压力,直到两边小卷边达到规定宽度时压力减小到规定值,进行吸热!保证有足够熔融料,以备熔融对接时分子相互扩散.6!切换:从加热结束到熔融对接开始这段时间为切换周期,为保证熔融对接质量,切换周期越短越好.
山东智能PE法兰施工
5MPa。PE热熔机特点:热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接.在加热对前,需要将待焊管道的两端口进行铣削,这样-一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更好!整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在--定范围,在有限的流动中实现“熔后焊接”。

专业PE堵头PE给水管件加工_其它管件相关-山东汇通达塑业有限公司
2.夹紧管材:用干净的布清除两管端部的污物!将管材置于机架卡瓦内,根据所焊制的管件更换基本夹具,选择合适的卡瓦,使对接两端伸出的长度大致相等且在满足铣削和加热要求的情况下应尽可能缩短.管材在机架以外的部分用支撑架托起,使管材轴线与机架中心线处于同一高度,然后用卡瓦紧固好!3!切削:置入铣刀,然后缓慢合拢两管材焊接端,并加以适当的压力,直到两端面均有连续的切屑出现,撤掉压力,略等片刻,再退出活动架。切屑厚度应为0!
铸法兰与锻造法兰是不一样的,锻造法兰是用于方钢或者圆钢经过下料-冷却-锻打-车床加工-点字-上油-装箱-出厂等工序,铸法兰 是用于铁屑,铁磨电炉融化后,将铁水放入模具中,加热,,加工成型的,,有的多一道加工程序,就是 ,, 将铁水放入模具中,成型后冷却 在锻打,的一种加工形式。锻造法兰与铸法兰用于时 忍受压力的等级是不一样的, 锻造法兰可用作高中高压管路,铸法兰不能用作无压力的管路,否则很更容易经常出现漏水现象。河北弯头法兰 我叫刘建功。法兰生产用于连铸坯不代表法兰就是铸的,不能说原材料不合格。一分钱一分货吧。高压管路尽可能用于圆钢的料。
其他塑料管
公司地址:山东省德州禹城市东四环路
企业信息
注册资本:1000万以上
注册时间: 2004-09-28





 粤公网安备44030402000848号
粤公网安备44030402000848号