

 青岛欧普特精工机床有限公司
青岛欧普特精工机床有限公司
加工中心
公司地址:青岛即墨区农副产品批发市场西60米
企业信息
注册资本:200--500万
注册时间: 2011-08-26




河北5米数控龙门铣_专用数控机床相关-青岛欧普特精工机床有限公司
- 产品名:数控龙门铣
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
2、精度准确所有机床出厂采用严格的德国VDI344标准进行定位精度检验,全行程来回各3次,取其统计数据,可以充分确保产品定位精度.3、自有生产加工基地性能有保障自主开发的同时吸取日本德国的先进经验,集机身设计、主体零件铸造及加工、整机组装、罩钣金设计及生产、整机配电、调试、产品销售及售后服务于一体.公司拥有先进的技术开发中心和专用检具量具,雷尼绍XL30激光检测仪球杆仪,为数控设备的生产和检测提供强有力的支撑!
日照1米龙门高速铣_1米铣床哪家好-青岛欧普特精工机床有限公司
如果您想咨询数控龙门铣更多信息,请致电全庆:19963990169;珍惜与每个对数控龙门铣有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,青岛欧普特精工机床有限公司详细地址:青岛即墨区农副产品批发市场西60米。
河北6米龙门高速铣_数控铣床-青岛欧普特精工机床有限公司

河南高速龙门加工中心_五轴加工中心-青岛欧普特精工机床有限公司
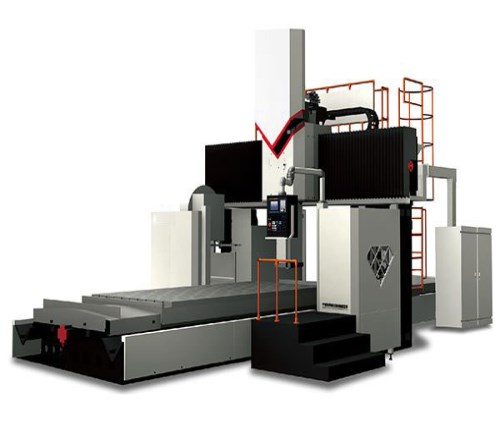
河北5米数控龙门铣
4、拥有自主研发的核心技术实力雄厚拥有国际ISO9001体系认证,进出口自营权,多项专利技术,是青岛市知名品牌,电视台《中国制造2025》上榜品牌。多年来,已与世界500强企业建立了长期的合作关系,由于技术能力强,加工范围广,加工精度高,加工质量和供货时效深受客户信赖,订单量逐年递增。数控龙门铣加工未来的发展趋势1、性能发展趋势效率、速度及精度是机械加工的关键性能指标,大型数控龙门铣加工采用了高速的CPU芯片、多CPU控制系统以及交流数字伺服系统,同时采取改善机床动态、静态特性等措施,让大型数控龙门铣加工的速度效率以及精度得到很大的提高。
使用一般的扳手不准加套管,以免滑脱伤人。2.刀具一定要夹牢,否则不准开车工作!3.工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转!4.铣切各种工件,特别是粗铣时,开始应进行缓慢切削。5.移动工作台和刀架时,应先松开固定螺钉.6.装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。7.在切削中,不准变速和调整刀具,禁止用手摸或测量工件.青岛欧普特数控龙门铣优势1、稳定性高采用国内先进技术设计制造的高性能数控龙门铣,结构性能成熟稳定,外购配套件的选用与国际先进水平保持一致.
数控龙门铣是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似.数控龙门铣有分为不带刀库和带刀库两大类。其中带刀库的数控龙门铣又称为加工中心.数控龙门铣是一种加工功能很强的数控机床,迅速发展起来的加工中心、柔性加工单元等都是在数控龙门铣、数控镗床的基础上产生的,两者都离不开铣削方式。由于数控铣削工艺复杂,需要解决的技术问题也多,因此,人们在研究和开发数控系统及自动编程语言的软件时,也一直把铣削加工作为重点!

广东高速龙门加工中心_龙门加工中心相关-青岛欧普特精工机床有限公司
河北卧式龙门高速铣_龙门高速铣出售相关-青岛欧普特精工机床有限公司
随着数控系统的更新换代,以及用户界面体感的升级,未来的大型数控龙门铣加工的功能将会得到更大发展!3、结构发展趋势目前的大型数控龙门铣加工采用高度集成化的CPU/RISC芯片和大规模可编程集成电咱FPGA/EPLD/CPLD以及专用集成电路ASIC芯片,可提高数控系统的集成度和软硬件运行速度!应用FPD平板显示技术,可提高显示器性能,平板显示器具有科技含量高,重量轻、体积小、功耗低,便于携带等优点,可实现超大尺寸显示,成为和crt抗衡的新兴显示技术,是21世纪显示技术的主流,应用先进封装和互联技术,将半导体和表面安装技术融为一体,通过提高集成电路密度,减少互联长度和数量来降低产品价格、改进性能、减小组件尺寸、提高系统的可靠性。
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由...
等离子是加热到极高温度并被高度电离的气体,它将电弧功率将转移到工件上,高热量使工件熔化并被吹掉,形成等离子弧切割的工作状态。压缩空气进入割炬后由气室分配两路,即形成等离子气体及辅助气体。等离子气体弧起熔化金属作用,而辅助气体则冷却割炬的各个部件并吹掉已熔化的金属。切割电源包括主电路及控制电路两部分,电气原理:主电路包括接触器,高漏抗的三相电源变压器,三相桥式整流器,高频引弧线圈及保护元件等组成。由高漏抗引成陡将的电源外特性。控制电路通过割炬上的按钮开关来完成整个切割工艺过程:预通气-主电路供电-高频引弧-切割过程-息弧-停止。主电路的供电由接触器控制;气体的通短由电磁阀控制;由控制电路控制高频振荡器引燃电弧,并在电弧建立后使高频停止工作。
增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。
加工中心
公司地址:青岛即墨区农副产品批发市场西60米
企业信息
注册资本:200--500万
注册时间: 2011-08-26

 粤公网安备44030402000848号
粤公网安备44030402000848号