

 湖南博云东方粉末冶金有限公司
湖南博云东方粉末冶金有限公司
其他项目合作
公司地址:湖南省长沙市岳麓区高新技术产业开发区咸家湖路2号
企业信息
注册资本:1000万以上
注册时间: 1994-11-28


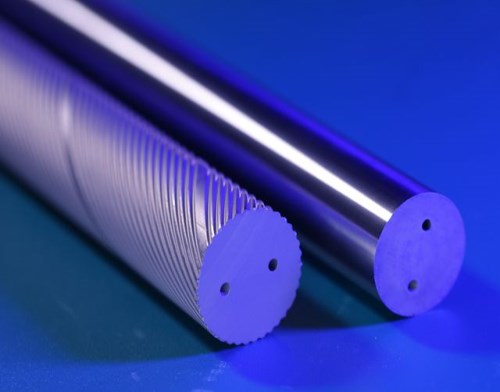
冷镦模坯厂家_长沙硬质合金冷镦模-湖南博云东方粉末冶金有限公司
- 产品名:硬质合金冷镦模
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
5是合理的!模芯与模套高度视具体情况确定!2、模芯材质可选YG20C、YG20和YG15,选择YG15或YG15C会比YG20C更耐磨,使用寿命更长!3、采用冷压镶工艺时,模芯外径与模套内孔应设计成圆锥形,圆锥角为1°~2°,模芯圆锥面与模芯底端交界处应圆滑过渡,R为1~1!5mm,模芯工作端的内孔径应倒圆,R为0.3~0!6mm,模套内孔底面应有藏屑槽,模套内孔底面和模芯底面加工成凸面,模套硬度为40~44HRC,冷镶过盈系数取模芯的0。
8%~1!0%较理想!模具硬度国内厂家选用YG20C、Cr12MoV,Cr12,日本厂家选用YG15、DC53,前者强度略高,硬度略低,而后者则相反,由于硬度高,耐磨性能较好,这是日本模具寿命高的另一个原因.对高碳合金钢硬度则在60~62HRC,而模套硬度相近,均未超过42HRC!对盈量冷镦模具在其它条件相同的条件下,过盈系数小(大)的预紧力小(大)些!国内厂家生产的模具会出现模芯脱出模套的失效现象,可能与过盈系数较小或加工尺寸未保证有关!
我们推荐冷镦模坯厂家
当采用冷镶时,由于无导向角度,易压歪,挤伤模套内孔表面,甚至模芯会产生微裂纹,崩裂,使压镶质量难以稳定.日本厂家的模套内孔与模芯的接触部位,采用双锥度和双凸面的配合结构,形状复杂,加工有难度。然而有导向角度,则有利于保证压镶质量。日本模具的模芯底部与模套内孔底面中心接触部位,采用双凸面结构,有利于受力大的中心部位紧密压靠,四周留下的空隙又可供过盈配合时,储藏从孔壁挤出的多余金属!1、冷镦小规格M5以下螺钉用硬质合金组合模具,采用单套结构,模芯外径与内径的比值取2~3,模套外径与模芯内径比值取2~2.
冷镦模坯厂家
日本厂家采用圆锥面冷压配合,过盈系数取0.85%,与俄罗斯采用的1!3%~1!5%相比较,日本厂家所用数据是偏低的。表面加工质量国内厂家模具的模芯外表面磨抛加工质量较差,日本厂家模具的模芯表面磨抛质量较好,整个表面粗糙度在Ra0!32~Ra0!16μm,甚至Ra0!08μm!模芯外表面粗糙度对模具使用寿命有影响,表面粗糙度差,特别是表面有凹陷、孔洞或裂纹存在,将是压力集中和产生断裂的起源点,会导致模芯过早开裂而失效。

矿用合金价格_湖南价格-湖南博云东方粉末冶金有限公司
B是指机器型号 有:08B 11B 14B 17B 19B 22B 24B 27B 33B 等S是指机器工位 就像你说的几模几冲 如 :11B5S 就是5模5冲的 19B6S 就是6模6冲的还有11B6SL 就是说明 6模6冲加长机

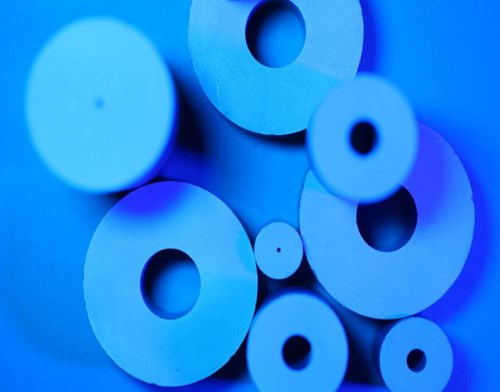
硬质合金供应_湖南硬质合金圆棒采购-湖南博云东方粉末冶金有限公司
其他项目合作
公司地址:湖南省长沙市岳麓区高新技术产业开发区咸家湖路2号
企业信息
注册资本:1000万以上
注册时间: 1994-11-28
 粤公网安备44030402000848号
粤公网安备44030402000848号