

 正代机械(昆山)有限公司
正代机械(昆山)有限公司
商务服务
公司地址:江苏省昆山市花桥镇沿沪大道227号
企业信息
注册资本:500-1000万
注册时间: 2020-01-01

智能数控车床_浙江原装数控车床制造商_正代机械(昆山)有限公司
- 产品名:高速数控车床
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
精密伺服刀塔●伺服刀塔由高速伺服电机驱动,用精密齿轮驱动快速换刀,换刀动作平稳,噪音低!相邻刀的换刀时间只有0.1~0。2秒!精密内外径刀架●高刚度外径刀架有效避免了车刀切割过程中的振动问题.机器上一次搪塞完成内径刀架,主轴中心高度误差控制在5μm.在钻孔和内径处理过程中,将扩孔和尺寸误差降低到一定程度!工件收集器●工件收集器采用机械连动原理设计,成品加工后可快速收集成品.成品输送机TL-42高速数控车床具有机械刚度和稳定性,机体坚固,不占空间,效率高!
正代TL-42高速数控车床特性:高刚性机体结构高刚性机体结构结构结构高刚性机体结构●本机滑道采用硬轨设计。滑道经硬化热处理,并进行精密研磨和铲花。●底座采用高刚性箱型结构设计!无论是高速和低速重切割都可以保证!高速、精密主轴●主轴采用P4级精密斜角滚珠轴承.主轴为三点轴承支撑设计,不仅可以提高主轴的刚度,还可以减少主轴的温升变形.专门设计的主轴结构不仅适用于高速精密切割,也适用于低速重切割!切削液冷系统●切削液通过机床多处回圈,冷却沉淀,有效降低床体和切削液的温度!
进口数控车床_台湾智能数控车床推荐_正代机械(昆山)有限公司

深圳数控车床供应商_深圳进口数控车床制造商_正代机械(昆山)有限公司
浙江数控车床_深圳数控车床厂家_正代机械(昆山)有限公司
主轴为三点轴承支撑设计,除了提升主轴之刚性,并可降低主轴温升变形问题。特殊设计的主轴构造,除了适合高速精密车削,也适合低速重切削!切削液冷却系统●切削液经机床多处回圈,冷却沉淀,有效降低床身及切削液温度!精密伺服刀塔●伺服刀塔采用高速伺服马达驱动,配合精密齿轮传动进行快速换刀,换刀动作顺畅低噪音!相邻刀换刀时间只需0!1~0。2秒。精密内、外径刀架●高刚性的外径刀架,有效避免车刀车削时之震动问题。内径刀架于机器上一次搪孔完成,与主轴中心高度误差控制在5µm!
●底座采用高刚性箱型结构设计.无论是高速高精度切割还是低速重切割,都能保证高精度性能!高速,精密主轴●主轴采用P4级精密斜角滚珠轴承!主轴为三点轴承支撑设计,不仅可以提高主轴的刚度,还可以减少主轴的温升变形。专门设计的主轴结构不仅适用于高速精密切割,也适用于低速重切割!精密伺服刀塔●伺服刀塔由高速伺服电机驱动,用精密齿轮驱动快速换刀,换刀动作平稳,噪音低。相邻刀的换刀时间只有0.1~0!2秒!精密内外径刀架●高刚度外径刀架有效避免了车刀切割过程中的振动问题!
机器上一次搪塞完成内径刀架,主轴中心高度误差控制在5μm!在钻孔和内径处理过程中,将扩孔和尺寸误差降低到一定程度!工件收集器●工件收集器采用机械连动原理设计,成品加工后可快速收集成品。成品输送机成品输送机●配备自动送料机和成品输送机,提供全自动加工作业。数控车床、车削中心,是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有广泛的加工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果.
正代机械(昆山)有限公司是一家着力于研究组合机床的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:高速数控车床,我们在这里等待您的到来!
找智能数控车床
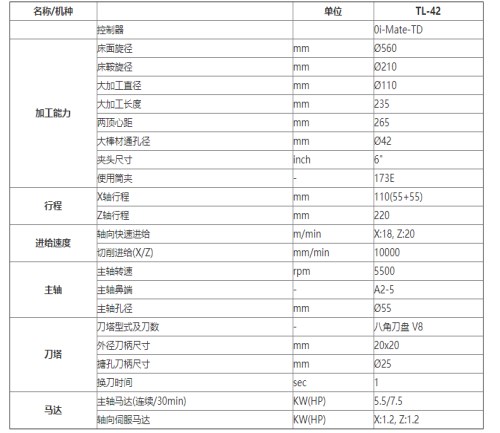
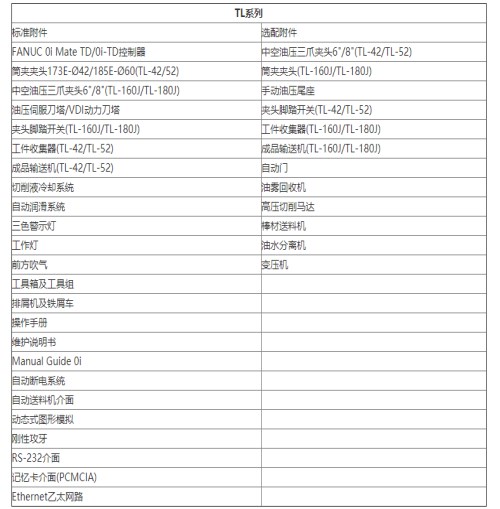
钻孔与内径加工时,将扩孔与尺寸误差降到程度。工件收集器●采用机械连动原理设计而成的工件收集器,可于成品加工完成后,快速收集成品。成品输送机成品输送机●搭配自动送料机与成品输送机,提供全自动化的加工作业!配件:●标准及选配功能仅供参考,以实际订单需求为准。技术参数■所有规格、尺寸与图片资料仅供参考,如有变更请依实物为准,恕不另行通知!数控车床又称为CNC车床,即计算机数字控制车床,是目前国内使用量大,覆盖面广的一种数控机床,约占数控机床总数的25%!
我们推荐智能数控车床
数控车床_深圳原装数控车床_正代机械(昆山)有限公司
正代机械(昆山)有限公司,位于江苏省昆山市花桥镇沿沪大道227号。公司主营组合机床行业,如何了解{推广产品}产品信息详情请拔打热线:15850327564小姐。
数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品!由于数控机床要按照程序来加工零件,编程人员编制好程序以后,输入到数控装置中来指挥机床工作!程序的输入是通过控制介质来的!正代TL-42高速数控车床结构:切削液冷系统●切削液通过机床多处回圈,冷却沉淀,有效降低床体和切削液的温度.高刚性机体结构高刚性机体结构结构结构高刚性机体结构●本机滑道采用硬轨设计!滑道经硬化热处理,并进行精密研磨和铲花!
这样所有刀都有了记录,确定加工零点在工件移里面(offshift),可以任意一把刀决定工件原点。 这样对刀要记住对刀前要先读刀。 有个比较方便的方法,就是用夹头对刀,我们知道夹头外径,刀具去碰了输入外径就可以,对内径时可以拿一量块用手压在夹头上对,同样输入夹头外径就可以了。
如果有对刀器就方便多了,对刀器就相当于一个固定的对刀试切工件,刀具碰了就记录进去位置了。 所以如果是多种类小批量加工好买带对刀器的。节约时间。 我以前用的MAZAK车床,我换一个新工件从停机到新工件开始批量加工中间时间一般只要10到15分钟就可以了。
(包括换刀具软爪试切) =========================================数控车床基本坐标关系及几种对刀方法比较在数控车床的操作与编程过程中,弄清楚基本坐标关系和对刀原理是两个非常重要的环节。这对我们更好地理解机床的加工原理,以及在处理加工过程中修改尺寸偏差有很大的帮助。
一、基本坐标关系一般来讲,通常使用的有两个坐标系:一个是机械坐标系 ;另外一个是工件坐标系,也叫做程序坐标系。两者之间的关系可用图1来表示。 图1 机械坐标系与工件坐标系的关系在机床的机械坐标系中设有一个固定的参考点(假设为(X,Z))。
这个参考点的作用主要是用来给机床本身一个定位。因为每次开机后无论刀架停留在哪个位置,系统都把当前位置设定为(0,0),这样势必造成基准的不统一,所以每次开机的*步操作为参考点回归(有的称为回零点),也就是通过确定(X,Z)来确定原点(0,0)。
为了计算和编程方便,我们通常将程序原点设定在工件右端面的回转中心上,尽量使编程基准与设计、装配基准重合。机械坐标系是机床一*的基准,所以必须要弄清楚程序原点在机械坐标系中的位置。这通常在接下来的对刀过程中完成。二、对刀方法1。 试切法对刀试切法对刀是实际中应用的*多的一种对刀方法。
下面以采用MITSUBISHI 50L数控系统的RFCZ12车床为例,来介绍具体操作方法。工件和刀具装夹完毕,驱动主轴旋转,移动刀架至工件试切一段外圆。然后保持X坐标不变移动Z轴刀具离开工件,测量出该段外圆的直径。将其输入到相应的刀具参数中的刀长中,系统会自动用刀具当前X坐标减去试切出的那段外圆直径,即得到工件坐标系X原点的位置。
再移动刀具试切工件一端端面,在相应刀具参数中的刀宽中输入Z0,系统会自动将此时刀具的Z坐标减去刚才输入的数值,即得工件坐标系Z原点的位置。例如,2#刀刀架在X为150。0车出的外圆直径为25。0,那么使用该把刀具切削时的程序原点X值为150。
0-25。0=125。0;刀架在Z为180。0时切的端面为0,那么使用该把刀具切削时的程序原点Z值为180。0-0=180。0。分别将(125。0,180。0)存入到2#刀具参数刀长中的X与Z中,在程序中使用T0202就可以成功建立出工件坐标系。
事实上,找工件原点在机械坐标系中的位置并不是求该点的实际位置,而是找刀尖点到达(0,0)时刀架的位置。采用这种方法对刀一般不使用标准刀,在加工之前需要将所要用刀的刀具全部都对好。2。 对刀仪自动对刀现在很多车床上都装备了对刀仪,使用对刀仪对刀可免去测量时产生的误差,大大提高对刀精度。
由于使用对刀仪可以自动计算各把刀的刀长与刀宽的差值,并将其存入系统中,在加工另外的零件的时候就只需要对标准刀,这样就大大节约了时间。需要注意的是使用对刀仪对刀一般都设有标准刀具,在对刀的时候先对标准刀。下面以采用FANUC 0T系统的日本WASINO LJ-10MC车削中心为例介绍对刀仪工作原理及使用方法。
对刀仪工作原理如图3所示。刀尖随刀架向已设定好位置的对刀仪位置检测点移动并与之接触,直到内部电路接通发出电信号(通常我们可以听到嘀嘀声并且有指示灯显示)。在2#刀尖接触到a点时将刀具所在点的X坐标存入到图2所示G02的X中,将刀尖接触到b点时刀具所在点的Z坐标存入到G02的Z中。
其他刀具的对刀按照相同的方法操作。事实上,在上一步的操作中只对好了X的零点以及该刀具相对于标准刀在X方向与Z方向的差值,在更换工件加工时再对Z零点即可。由于对刀仪在机械坐标系中的位置总是一定的,所以在更换工件后,只需要用标准刀对Z坐标原点就可以了。
操作时提起Z轴功能测量按钮“Z-axis shift measure”,CRT出现如图4所示的界面。图4 对刀数值界面手动移动刀架的X、Z轴,使标准刀具接近工件Z向的右端面,试切工件端面,按下“POSITION RECORDER”按钮,系统会自动记录刀具切削点在工件坐标系中Z向的位置,并将其他刀具与标准刀在Z方向的差值与这个值相加从而得到相应刀具的Z原点,其数值显示在WORK SHIFT工作画面上,如图5所示。
==================================================================Fanuc系统数控车床对刀及编程指令介绍Fanuc系统数控车床设置工件零点常用方法 一, 直接用刀具试切对刀 1。
用外园车刀先试车一外园,记住当前X坐标,测量外园直径后,用X坐标减外园直径,所的值输入offset界面的几何形状X值里。2。用外园车刀先试车一外园端面,记住当前Z坐标,输入offset界面的几何形状Z值里。二, 用G50设置工件零点 1。
用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心(X轴坐标减去直径值)。2。选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。3。选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
4。这时程序开头:G50 X150 Z150 ……。。5。注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。6。如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头 G30 U0 W0 G50 X150 Z150 7。
在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,按鼠标右键出现对话框,按鼠标左键确认即可。三, 用工件移设置工件零点 1。在FANUC0-TD系统的Offset里,有一工件移界面,可输入零点偏移值。2。用外园车刀先试切工件端面,这时Z坐标的位置如:Z200,直接输入到偏移值里。
3。选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。4。注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。四, 用G54-G59设置工件零点 1。用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
2。把当前的X和Z轴坐标直接输入到G54----G59里,程序直接调用如:G54X50Z50……。3。注意:可用G53指令清除G54-----G59工件坐标系。====================================================FANUC系统确定工件坐标系有三种方法。
*种是:通过对刀将刀偏值写入参数从而获得工件坐标系。这种方法操作简单,可靠性好,他通过刀偏与机械坐标系紧密的联系在一起,只要不断电、不改变刀偏值,工件坐标系就会存在且不会变,即使断电,重启后回参考点,工件坐标系还在原来的位置。第二种是:用G50设定坐标系,对刀后将刀移动到G50设定的位置才能加工。
对到时先对基准刀,其他刀的刀偏都是相对于基准刀的。第三种方法是MDI参数,运用G54~G59可以设定六个坐标系,这种坐标系是相对于参考点不变的,与刀具无关。这种方法适用于批量生产且工件在卡盘上有固定装夹位置的加工。航天数控系统的工件坐标系建立是通过G92 Xa zb (类似于FANUC的G50)语句设定刀具当前所在位置的坐标值来确定。
加工前需要先对刀,对到实现对的是基准刀,对刀后将显示坐标清零,对其他刀时将显示的坐标值写入相应刀补参数。然后测量出对刀直径Фd,将刀移动到坐标显示X=a-d Z=b 的位置,就可以运行程序了(此种方法的编程坐标系原点在工件右端面中心)。在加工过程中按复位或急停健,可以再回到设定的G92 起点继续加工。
但如果出意外如:X或Z轴无伺服、跟踪出错、断电等情况发生,系统只能重启,重其后设定的工件坐标系将消失,需要重新对刀。如果是批量生产,加工完一件后回G92起点继续加工下一件,在操作过程中稍有失误,就可能修改工件坐标系,需重新对刀。鉴于这种情况,我们就想办法将工件坐标系固定在机床上。
我们发现机床的刀补值有16个,可以利用,于是我们试验了几种方法。 *种方法:在对基准刀时,将显示的参考点偏差值写入9号刀补,将对刀直径的反数写入8号刀补的X值。系统重启后,将刀具移动到参考点,通过运行一个程序来使刀具回到工件G92起点,程序如下:N001 G92 X0 Z0;N002 G00 T19;N003 G92 X0 Z0;N004 G00 X100 Z100;N005 G00 T18;N006 G92 X100 Z100;N007 M30;程序运行到第四句还正常,运行第五句时,刀具应该向X的负向移动,但却异常的向X、Z的正向移动,结果失败。
分析原因怀疑是同一程序调一个刀位的两个刀补所至。第二种方法:在对基准刀时,将显示的与参考点偏差的Z值写入9号刀补的Z值,将显示的X值与对刀直径的反数之和写入9好刀补的X值。系统重启后,将刀具移至参考点,运行如下程序:N001 G92 X0 Z0;N002 G00 T19;N003 G00 X100 Z100;N004 M30;程序运行后成功的将刀具移至工件G92起点。
但在运行工件程序时,刀具应先向X、Z的负向移动,却又异常的向X、Z的正向移动,结果又失败。分析原因怀疑是系统运行完一个程序后,运行的刀补还在内存当中,没有清空,运行下一个程序时它先要作消除刀补的移动。第三种方法:用第二种方法的程序将刀具移至工件G92起点后,重启系统,不会参考点直接加工,试验后能够加工。
但这不符合机床操作规程,结论是能行但不可行。第四种方法:在对刀时,将显示的与参考点偏差值个加上100后写入其对应刀补,每一把刀都如此,这样每一把刀的刀补就都是相对于参考点的,加工程序的G92起点设为X100 Z100,试验后可行。这种方法的缺点是每一次加工的起点都是参考点,刀具移动距离较长,但由于这是G00 快速移动,还可以接受。
第五种方法:在对基准刀时将显示的与参考点偏差及对刀直径都记录下来,系统一旦重启,可以手动的将刀具移动到G92 起点位置。这种方法麻烦一些,但还可行。。
商务服务
公司地址:江苏省昆山市花桥镇沿沪大道227号
企业信息
注册资本:500-1000万
注册时间: 2020-01-01
 粤公网安备44030402000848号
粤公网安备44030402000848号