

 安阳市现书特种轴承有限公司
安阳市现书特种轴承有限公司
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04




高硫合金轴承哪家好_球面轴承制造厂家_安阳市现书特种轴承有限公司
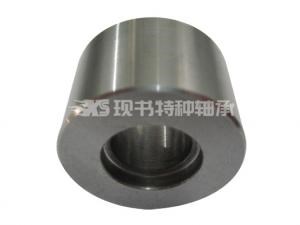
- 产品名:轴套
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
而轴承是在机械传动过程中起固定和减小载荷摩擦系数的部件.轴套和轴承的相同之处是两者都承受轴的载荷.而两者的不同之处是轴套是整体结构的,转动时是轴和轴套之间相对运动;而轴承是分体式的,转动时是轴承自身内外圈相对运动.但是从本质上来说,轴套其实就是滑动轴承的一种。轴瓦相当于滑动轴承的外环,轴套是整体的,并且相对轴是运动的,而轴瓦有的是分片的,相对轴是旋转的.轴套检验细则编辑外观质量样品表面应无气泡,无毛刺,无变形现象,材质均匀、无刺激性气味。

高质量自润滑衬板报价_高质量铜合金衬板型号_安阳市现书特种轴承有限公司
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上!热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理。般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等。

含油轴承规格_南方轴承股票相关-安阳市现书特种轴承有限公司
高硫合金轴承哪家好

环冷机轴瓦生产厂商电话_JDB自润滑轴瓦多少钱_安阳市现书特种轴承有限公司
主要表面分析:Φ20!5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件!主要技术条件:Φ50外圆与Φ20。5内孔的同轴度控制在0!03mm范围内;台阶面与Φ20!5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0!8μm;零件热处理硬度HRC50~55!零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件。
如果您想咨询轴套更多信息,请致电经理:15518861366;珍惜与每个对轴套有需求的企业、个人 能有进一步的交流机会,欢迎各大企业、个人光临公司本部,安阳市现书特种轴承有限公司详细地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路。
主要的条件是:压力,速度,压力速度乘积,润滑状态,载荷性质!旋转运动和轴向滑动的要求不一样,有没有润滑油性能差别也很大,速度和压力基本上决定了轴套寿命!衬套一般分为两种一是为了拆装方便而定。另一种是作为滑动轴承用的.轴套一般是防止轴向窜动避开应力集中区(如粗细变化悬殊),防轴折断在立式轴流泵、斜流泵、深井泵上,轴套和橡胶轴承或赛龙轴承组成“润滑副”,但在一些卧式泵,比如中开双吸泵上,轴套起轴向调节作用,而填料轴套则与填料一起起密封作用!

口碑好的XS高硫合金供应_质量好的HS高硫合金生产商_安阳市现书特种轴承有限公司
JDB自润滑衬板生产厂商电话_耐磨自润滑衬板有哪些厂家_安阳市现书特种轴承有限公司
为增加产品的可追溯性,要求在外包装醒目处标识生产批号!供货批号应在产品的检验合格证明或检验(实验)的原始记录上注明.有害物质含量(RoHS指令)如用于RoHS指令机型,材料应符合RoHS指令要求!轴套的作用:轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套内孔经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的油槽,轴套的润滑非常重要,干磨的话,轴和轴套很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强润滑衬套和轴套是根据不同的工矿条件选用不同的型号!
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04

 粤公网安备44030402000848号
粤公网安备44030402000848号