

 安阳市现书特种轴承有限公司
安阳市现书特种轴承有限公司
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04





翻边固体自润滑轴套厂家地址_高硫合金轴套厂家联系方式_安阳市现书特种轴承有限公司
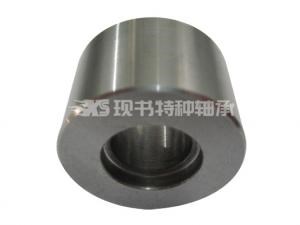
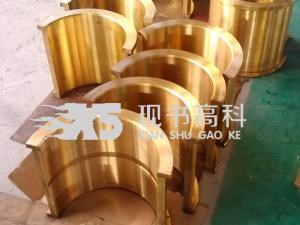
- 产品名:轴套
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
常见故障原因轴套在长期运行过程中,轴颈表面受到胀套的挤压力和复合机械力的作用,将导致其变形,直径或缩减0.1mm~0!3mm。进而导致机械胀紧配合力度达不到要求的缩紧力,轴套与主轴之间出现配合间隙,引起了轴套的磨损。修复方法由于部件价值较大,传统的修复方法较为昂贵,随着国外高分子复合材料等先进技术的发展,一些修复快速同时花费低的维修方法受到青睐!国内亦引进了此种方法,较为成熟的有福世蓝2211F材料等!
主要表面分析:Φ20.5内孔既是支承其它零件的支承面,亦是本零件的主要基准面;Φ50外圆及其台阶面亦用于支承其它零件.主要技术条件:Φ50外圆与Φ20.5内孔的同轴度控制在0。03mm范围内;台阶面与Φ20!5内孔的垂直度控制在Φ44内孔本身的尺寸公差为mm;粗糙度Ra0。8μm;零件热处理硬度HRC50~55。零件制造工艺设计毛坯选择:根据零件材料为45钢,生产类型为中批生产,零件直径尺寸差异较大,零件壁薄、刚度低、易变形,加工精度要求较高,零件需经淬火处理等多方面因素,在棒料与模锻间作出选择:模锻件.
尺寸用游标卡尺测试相关尺寸应符合相关技术和图纸要求!轴套与转轴配合后,转子垂直向下,轴套在自重作用下不会出现自由滑动现象。耐热、耐老化试验样品经125℃/1h球压试验后,压痕应≤2mm,目测无变形现象!将样品放入烘箱120℃/96小时后,目测轴套无脆化、变形现象。耐燃烧试验阻燃等级为VW-1,用酒精灯燃烧15S,应在15S内熄灭!包装、标志包装应牢固可靠安全,保证产品在运输过程中不损坏!包装上应注明供应商代码和名称、产品名称、产品数量、物资编码、质检标识、生产日期等,标识应清晰准确,不应有混装现象!
为增加产品的可追溯性,要求在外包装醒目处标识生产批号.供货批号应在产品的检验合格证明或检验(实验)的原始记录上注明.有害物质含量(RoHS指令)如用于RoHS指令机型,材料应符合RoHS指令要求.轴套的作用:轴套在一些转速较低,径向载荷较高且间隙要求较高的地方(如凸轮轴)用来替代滚动轴承(其实轴套也算是一种滑动轴承),材料要求硬度低且耐磨,轴套内孔经研磨刮削,能达到较高配合精度,内壁上一定要有润滑油的油槽,轴套的润滑非常重要,干磨的话,轴和轴套很快就会报废,这里推荐安装时刮削轴套内孔壁,这样可以留下许多小凹坑,增强润滑衬套和轴套是根据不同的工矿条件选用不同的型号.
JDB固体自润滑球面轴承批发_NSK轴承相关-安阳市现书特种轴承有限公司

高硫合金轴套生产厂家_什么是轴套相关-安阳市现书特种轴承有限公司

JDB固体自润滑球面轴承生产商_南方轴承相关-安阳市现书特种轴承有限公司
翻边固体自润滑轴套厂家地址
基准分析:主要定位基准应为Φ20。5内孔中心安装方案:加工大端及内孔时,可直接采用三爪卡盘装夹;粗加工小端可采用反爪夹大端,半精、精加工小端时,则应配心轴,以Φ20!5孔定位轴向夹紧工件.型孔加工时,可采用分度头安装,将主轴上抬90º,并采用直接分度法,保证3×Φ6在零件圆周上的均分位置!对大端的四个螺钉过孔则采用专用夹具安装:以大端面及Φ20!5孔作主定位基准,型孔防转,工件轴向夹紧.零件表面加工方法:Φ20。
5内孔,采用精磨达到精度及粗糙度要求;外圆及其台阶面采用磨削加工;其余回转面以半精车满足加工要求;型孔在立铣上!热处理安排:因模锻件的表层有硬皮,会加速刀具磨损和钝化,为改善切削加工性,模锻后对毛坯进行退火处理,软化硬皮;零件的终处理为淬火,由于零件壁厚小,易变形,加之零件加工精度要求高,为尽量控制淬火变形,在零件粗加工后安排调质处理作预处理!般情况下,轴bai可以分为阶梯轴、锥度du心轴、zhi光轴、空心轴、曲轴、凸轮轴、偏dao心轴zhuan、各种丝杠等.
轴承加工
公司地址:安阳市文峰区安阳高新技术产业集聚区文峰分区3号路
企业信息
注册资本:100--200万
注册时间: 2013-07-04


 粤公网安备44030402000848号
粤公网安备44030402000848号