

 新乡市华航滤清器有限公司
新乡市华航滤清器有限公司
滤芯
公司地址:河南省新乡县大召营过滤工业园1号园
企业信息
注册资本:1000万以上
注册时间: 2009-08-04





广东定制焊接滤芯厂家_焊接烟尘除尘滤芯相关-新乡市华航滤清器有限公司
- 产品名:焊接滤芯
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
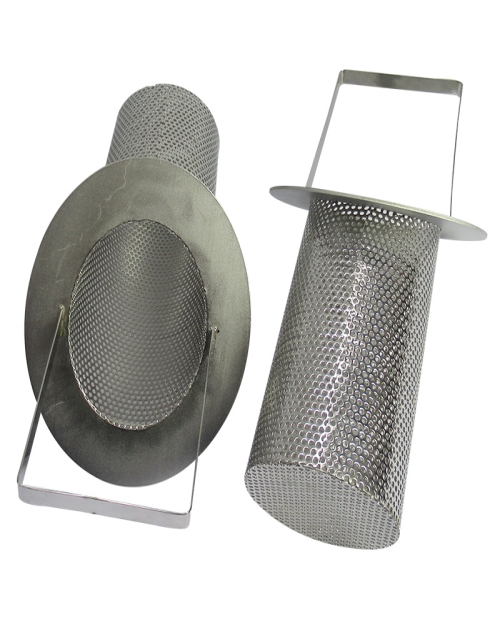
新乡市华航滤清器有限公司生产的不锈钢熔体滤芯是指经氩弧焊焊接而成的全金属材质滤芯。产品主要采用不锈钢纤维烧结毡、不锈钢网、不锈钢烧结五层网、不锈钢烧结七层网等金属滤材制成,生产熔体滤芯的滤材主要是不锈钢编织网和不锈钢纤维烧结毡两种材料!其中不锈钢纤维烧结毡是一种采用不锈钢纤维经高温烧结制成的多孔过滤型材料。相对于普通胶粘折叠滤芯来说,熔体滤芯的焊接加工工艺决定了滤芯本身的结构强度比较大,即使在压力比较高的工况下也不会发生崩开泄露、污染过滤介质的情况,总的来说熔体滤芯可制成圆筒状或折叠式圆筒结构,折叠后的过滤面积是圆筒型面积的3-5倍等优点!
以上特性决定了熔体滤芯的价格要比普通胶粘折波滤芯的价格要高一些,但是相对于别的公司来说,我公司有十多年的滤芯生产经验,拥有自己的厂房,有自己的生产设备!新乡市华航滤清器有限公司生产的不锈钢熔体滤芯的结构和使用性能决定了熔体滤芯的价格要比普通胶粘折玻滤芯的价格要贵一些,不过我公司有自己的生产设备,从原材料加工到成品每个环节都能控制好质量和成本,所以价格相对于其他家还是比较有优势的,这也是我公司近年来积累了不锈钢熔体滤芯客户的原因。

熔体焊接滤芯滤网_折叠滤芯焊接机相关-新乡市华航滤清器有限公司
广东定制焊接滤芯厂家
电子:反渗透水、去离子水的处理过滤机械加工设备:造纸机械、矿业机械、注塑机及大型机械的润滑系统和压缩空气的净化,烟草加工设备及喷涂设备的粉尘回收过滤!内燃机及发电机:润滑油及机油的过滤。各种需要作用力的推、挤、压、剪、切、挖掘等作业装置:液压机,金属材料的压铸、成型、轧制、压延、拉伸、剪切设备,塑料注塑成型机、塑料挤出机等化工机械,拖拉机、收割机以及其它砍伐、采掘用的农林机械,隧道、矿井和地面的挖掘设备,各种船舶的舵机等.
上海304焊接滤芯供应厂家_焊接滤芯厂家相关-新乡市华航滤清器有限公司
如果您想了解焊接滤芯更多信息,请致电 迎春:15083126712,或者您直接到我们公司总部一起交流研讨,地址:河南省新乡县大召营过滤工业园1号园,我们期待您的致电或来访。
江西过滤器煤油滤芯_煤油聚结分离滤芯滤筒相关-新乡市华航滤清器有限公司

浙江不锈钢楔形丝滤芯生产商_楔形丝滤芯规格齐全相关-新乡市华航滤清器有限公司
液压油滤芯在液压系统中,用于滤除工作介质中的固体颗粒及胶状物质.以及滤除各种油系统中从外部混入或系统运转中内部产生的固体杂质,它可以有效的控制工作介质的污染度,保护机械设备的正常工作液压油滤芯主要安装在液压系统中的:吸油路上、压力油路上、回油管路上、旁路上,单独的过滤系统上。液压油滤芯主要是以不锈钢编织网、烧结网、铁编制网、为材质的,由于它使用的滤料主要是玻纤滤纸、化纤滤纸、木浆滤纸,适用范围:用于轧钢机、连铸机液压系统的过滤及各种润滑设备的过滤!

湖南定制煤油滤芯滤网_折叠滤芯相关-新乡市华航滤清器有限公司
不锈钢液压滤芯由单层或多层金属网与滤料制成,层数与构成丝网的目数根据不同的使用条件与用途而定。考虑到泵的自吸性能,吸油过滤器一般都选用粗过滤器!不锈钢液压滤芯安装的位置一般有以下情况:不锈钢液压滤芯安装在吸油口处:一般在吸油口都会有一个过滤器,初步过滤较大的杂质,过滤能力应在泵流量的两倍以上不锈钢液压滤芯安装在出油口的过滤器:此种过滤器的作用是滤出可能侵入阀门类元件的污染不锈钢液压滤芯安装在回油路径上:这种安装起着间接作用,一般与过滤器并联安装背压阀,当过滤器堵塞达到一定程度时,背压阀将会打开.
然后再以这个正确的焊接工艺参数实施工件的焊接。
应当注意:冷拔低碳钢丝经调直机调直后,其抗拉强度一般要降低10~15%,使用前要加强检查,按调直后的抗拉强度选用。
2。应将同规格钢筋根据不同长短搭配、统筹排料;一般先断长料,后断短料,以减少短头和损耗。避免用短尺量长料,防止产生累计误差,应在工作台上标出尺寸、刻度,并设置控制断料尺寸用的挡板。
切断过程中如发现劈裂、缩头或严重的弯头等,必须切除。切断后钢筋断口不得有马蹄形或起弯等现象,钢筋长度偏差不应小于±10mm。
3。钢筋弯曲时应将各弯曲点位置划出,划线尺寸应根据不同弯曲角度和钢筋直径扣除钢筋弯曲调整值。划线应在工作台上进行,如无划线台而直接以尺度量划线时,应使用长度适当的木尺,不宜用短尺(木折尺)接量,以防发生差错。
*根钢筋弯曲成型后,应与配料表进行复核,符合要求后再成批加工。成型后的钢筋要求形状正确,平面上无凹曲,弯点处无裂缝。其尺寸允许偏差为:全长±10mm,弯起钢筋起弯点位移20mm,弯起钢筋的起弯高度±5mm,箍筋边长±5mm。
4。
(1) 焊接前须清除焊件表面铁锈、熔渣、毛刺残渣及其他杂质。(2) 帮条焊应采用四条焊缝的双面焊,有困难时采用单面焊。帮条总截面面各不应小于被焊钢筋截面积的1。2倍(Ⅰ级钢筋)和1。5倍(Ⅱ、Ⅲ级钢筋)。帮条宜采用与被焊钢筋同钢种直径的钢筋,并使两帮条的轴线与被焊钢筋的中心处于同一平面内,如和被焊钢筋级别不同时,应按钢筋设计强度进行换算。
(3) 搭接焊亦应采用双面焊,操作困难时才采用单面焊。(4) 钢筋坡口加工宜采用氧乙炔焰切割或锯割,不得采用电弧切割。(5) 钢筋坡口焊应采取对称、等速施焊和分层轮流施焊等措施,以减少变形。(6) 焊条应保持干燥,如受潮,应先在100~350℃下烘0。
5~1h。(7) 负温条件下进行Ⅱ、Ⅲ级钢筋焊接时,应加大焊接电流(较夏季增大10~15%),减缓焊接速度,使焊件减小温度梯度并延缓冷却。同时从焊件中部起弧,逐步向端部运弧,或在中间先焊一段短缝,以使焊件预热,减少温度梯度。(8) 冬期电弧焊时,应有防雪、防风及保温措施,并应选用韧性较好的焊条。
焊接后的接头严禁立即接触冰雪。
滤芯
公司地址:河南省新乡县大召营过滤工业园1号园
企业信息
注册资本:1000万以上
注册时间: 2009-08-04

 粤公网安备44030402000848号
粤公网安备44030402000848号