

 山东华恒智能装备有限公司
山东华恒智能装备有限公司
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19



正规锻件产品_锻件相关-山东华恒智能装备有限公司
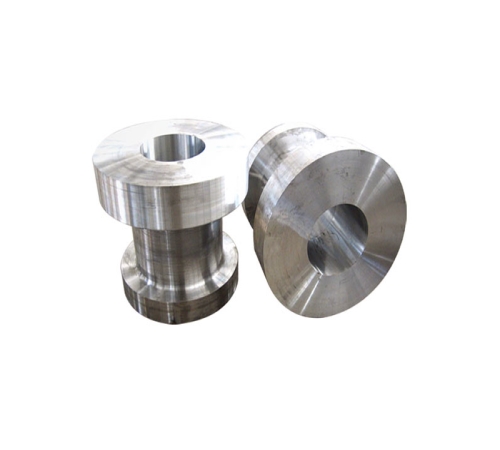
- 产品名:锻件
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
Ⅲ-2组主体轴线在水平面内弯曲(分模面一般为平面),必须安排弯曲工步才能成形的锻件.Ⅲ-3组主体轴线为空间弯曲(非对称曲面分模)的锻件!还有兼备两类或三类结构特征,复杂程度更高的锻件,如多数汽车转向节锻件.锻件热处理锻件热处理按其热处理的目的不同可分为两组。缺陷分析氧化金属坯料在加热时与炉中氧化性气体反应生成氧化物的现象称为氧化。氧化皮的产生,不但造成金属的烧损,而且降低锻件表面质量和尺寸精度!当氧化皮压入锻件内深度超过机械加工余量时,能导致锻件报废。
该类锻件模锻时通常会用到镦粗工步。根据成形难度差异细分为3组.Ⅰ-1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮!Ⅰ-2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等.Ⅰ-3组:以复合挤压方式成形的锻件,如轮毂轴等!第Ⅱ类——主体轴线卧置于模膛成形,水平方向一维尺寸较长的直长轴类锻件.根据垂直主轴线的断面积的差别程度细分为3组!Ⅱ-1组垂直主轴线的断面积差别不大(大断面积与小断面积之比6,可不用其他设备制坯)的锻件!
泰安钣金壳体_壳体-山东华恒智能装备有限公司
过烧金属坯料加热温度超过始锻温度过多,使晶粒边界出现氧化及熔化的现象称为过烧.过烧后,材料的强度严重下降,塑性很差,一经锻打即破碎变成废料,是无法挽救的!因此,要严格执行正确的操作规范.裂纹大型锻件加热时,如果装炉温度过高或加热速度过快,则锻件心部与表层温差过大,造成内应力过大,导致产生裂纹!因此,对大型锻件加热时,要防止装炉温度过高和加热速度过快,一般应采用防热措施。质量检查锻件质量检查项目如下:几何形状与尺寸一般锻件外形尺寸用钢尺、卡钳、样板等量具进行检测;形状复杂的模锻件可用划线方法进行准确检测。
济南塑料连接体图片_光纤连接器相关-山东华恒智能装备有限公司
我司主营其他石油加工设备领域的企业,主要以锻件为主要产品,公司位于章丘区东昌大道与圣泰路交叉路口西北侧,更多产品信息详情请上http://www.sdhhznzb.com查看。山东华恒智能装备有限公司愿与社会各界朋友共同合作、共创双赢、共创精彩明天!
⑨汽车工业用锻件,像左、右转向节、前梁、车钩等,据统计在汽车中,锻压件占其质量的80%!⑩机车用锻件,像车轴、车轮、板簧、机车的曲轴等,据统计,在机车中锻压件占其质量的60%!⑪军工用锻件,像炮管、门体、炮支架和牵引环等,据统计,在坦克中,锻压件占其质量的65%!特点1)重量范围大。锻件有小到几克至大到几百吨2)比铸件质量高!锻件的力学性能比铸件好,能承受大的冲击力作用和其他重负荷,所以,凡是一些重要的、受力大的零件都采用锻件。
Ⅱ-2组垂直主轴线的断面积差别较大(大断面积与小断面积之比6,前方需要其他设备制坯)的锻件,如连杆等.Ⅱ-3组端部(一端或两端)为叉形/枝丫形的锻件,除按以上两组确定是否需要制坯外,必须合理设计预锻工步,如套管叉等.第Ⅰ、Ⅱ类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度.第Ⅲ类——主体轴线曲折,卧置于模膛成形的锻件!根据主体轴线走向细分为3组!Ⅲ-1组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第Ⅱ类),一般无须设计专门的弯曲工步即可成形的锻件!
正规锻件产品
关于锻件,作为一家主营产品为锻件的厂家,山东华恒智能装备有限公司在其他石油加工设备这个行业中都享负盛名,在业界中也有一定的地位。
表面质量锻件表面上若有裂纹、压伤、折叠缺陷,一般用肉眼即可发现!有时裂纹很小,折叠处不知深浅时,可在清铲后再观察;必要时可用探伤法检查.内部组织锻件内部是否有裂纹,夹杂、疏松等缺陷,可用肉眼或用10~30倍放大镜检查锻压断面上宏观组织!生产中常用的方法是酸蚀检验,即在锻件需要检查的部位切取试样,用酸液浸蚀即可清晰地显示断面上宏观组织的缺陷的情况,如锻造流线分布、裂纹和夹杂物等.金相检验借助于金相显微镜观察锻件断口组织状态的检验方法,可以检查碳化物分布、晶粒度和脱碳深度等项目!
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19



 粤公网安备44030402000848号
粤公网安备44030402000848号