

 山东华恒智能装备有限公司
山东华恒智能装备有限公司
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19




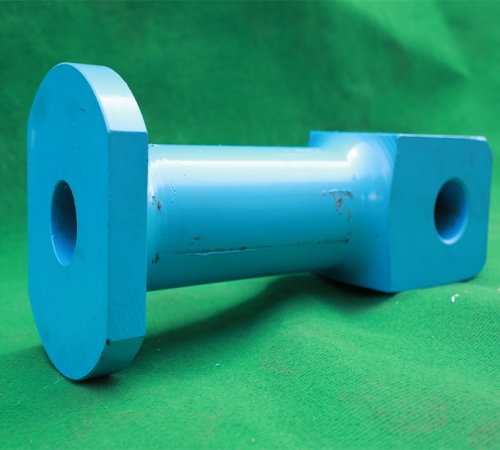
柱塞式液缸材料_营养液缸相关-山东华恒智能装备有限公司
- 产品名:液缸
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
例如:活塞与活塞杆不同心或活塞杆弯曲,液压缸或活塞杆对导轨安装位置偏移,密封环装得过紧或过松等。解决方法是重新修理或调整,更换损伤的零件及清除铁屑!润滑不良或液压缸孔径加工超差!因为活塞与缸筒、导轨与活塞杆等均有相对运动,如果润滑不良或液压缸孔径超差,就会加剧磨损,使缸筒中心线直线性降低!这样,活塞在液压缸内工作时,摩擦阻力会时大时小,产生滑移或爬行!排除办法是先修磨液压缸,再按配合要求配制活塞,修磨活塞杆,配置导向套.
改善方法是,更换黏温性能较好的液压油,在低温下可借助加热器或用机器自身加热以提升启动时的油温,系统正常工作油温应保持在40℃左右!工作时不能驱动负载主要表现为活塞杆停位不准、推力不足、速度下降、工作不稳定等,其原因是:液压缸内部泄漏.液压缸内部泄漏包括液压缸体密封、活塞杆与密封盖密封及活塞密封均磨损过量等引起的泄漏!活塞杆与密封盖密封泄漏的原因是,密封件折皱、挤压、撕裂、磨损、老化、变质、变形等,此时应更换新的密封件!

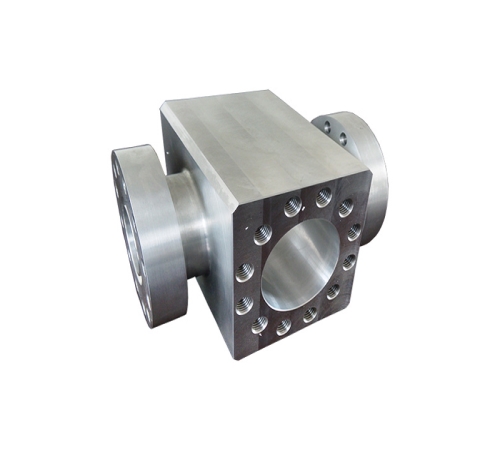
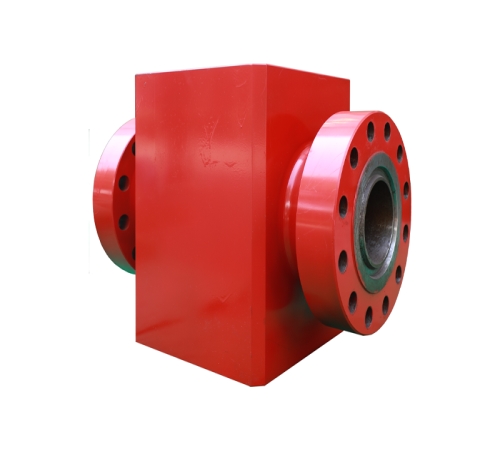
德州质量好的阀体_铝合金阀体-山东华恒智能装备有限公司

德州新型活塞制造商_活塞价格相关-山东华恒智能装备有限公司
通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤!滚压后,表面粗糙度值的减小,可提高配合性质。油缸是工程机械较主要部件,传统的加工方法是:拉削缸体——精镗缸体——磨削缸体.采用滚压方法是:拉削缸体——精镗缸体——滚压缸体,工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。
若负载过大,溢流阀的调节压力虽已达到较大定值,但液压缸仍得不到连续动作所需的推力而不动作!若调节压力较低,则因压力不足达不到仍载所需的椎力,表现为推力不够。此时应检查并调整溢流阀。活塞滑移或爬行液压缸活塞滑移或爬行将使液压缸工作不稳定!主要原因如下:液压缸内部涩滞!液压缸内部零件装配不当、零件变形、磨损或形位公差超限,动作阻力过大,使液压缸活塞速度随着行程位置的不同而变化,出现滑移或爬行!原因大多是由于零件装配质量差,表面有伤痕或烧结产生的铁屑,使阻力增大,速度下降!
液压系统控制压力太低。控制管路中节流阻力可能过大,流量阀调节不当,控制压力不合适,压力源受到干扰!此时应检查控制压力源,保证压力调节到系统的规定值!液压系统中进入空气!主要是因为系统中有泄漏发生.此时应检查液压油箱的液位,液压泵吸油侧的密封件和管接头,吸油粗滤器是否太脏!若如此,应补充液压油,处理密封及管接头,清洗或更换粗滤芯.液压缸初始动作缓慢。在温度较低的情况下,液压油黏度大,流动性差,导致液压缸动作缓慢.
柱塞式液缸材料

济南章丘模锻厂家_自动化模锻-山东华恒智能装备有限公司
山东华恒智能装备有限公司坐落于章丘区东昌大道与圣泰路交叉路口西北侧,是山东济南章丘市知名企业,公司业务联系人川:17866976989, 期待您的来电咨询更多关于液缸相关信息!
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19




 粤公网安备44030402000848号
粤公网安备44030402000848号