

 山东华恒智能装备有限公司
山东华恒智能装备有限公司
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19

济南特殊锻件供应商_法兰锻件相关-山东华恒智能装备有限公司
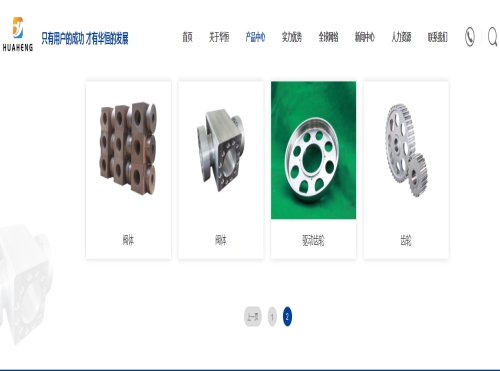
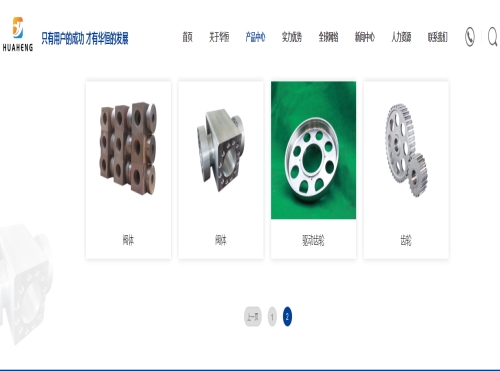
- 产品名:锻件
- 产品价格:面议
- 尺寸:
- 产地:
- 公司:
力学性能力学性能检验项目主要是硬度、抗拉强度和冲击韧度!有时根据零件设计要求,还可作冷弯试验、疲劳试验等以上质量检查项目,有时根据设计要求和生产实际情况分别采用,有时要逐件检查,有时则按每批锻件抽检。通过质量检查,便可评定锻件是否合格.对于有缺陷的锻件,应分析产生原因,提出预防缺陷的措施。用途锻造可以利用对金属坯料施加压力,使其产生塑形变形,改变其机械性能!通过锻造可消除金属的疏松!孔洞,使锻件的机械性能得以提高!

山东正宗齿轮批发-山东华恒智能装备有限公司
潍坊新型自由锻定制_机器自由锻价格-山东华恒智能装备有限公司
济南特殊锻件供应商
德州质量好的胎模锻配件产品_精整胎模锻配件装备-山东华恒智能装备有限公司
该类锻件模锻时通常会用到镦粗工步!根据成形难度差异细分为3组.Ⅰ-1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮。Ⅰ-2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等!Ⅰ-3组:以复合挤压方式成形的锻件,如轮毂轴等!第Ⅱ类——主体轴线卧置于模膛成形,水平方向一维尺寸较长的直长轴类锻件。根据垂直主轴线的断面积的差别程度细分为3组!Ⅱ-1组垂直主轴线的断面积差别不大(大断面积与小断面积之比6,可不用其他设备制坯)的锻件.
Ⅱ-2组垂直主轴线的断面积差别较大(大断面积与小断面积之比6,前方需要其他设备制坯)的锻件,如连杆等!Ⅱ-3组端部(一端或两端)为叉形/枝丫形的锻件,除按以上两组确定是否需要制坯外,必须合理设计预锻工步,如套管叉等!第Ⅰ、Ⅱ类锻件一般为平面分模或对称曲面分模,非对称曲面分模增加了锻件的复杂程度!第Ⅲ类——主体轴线曲折,卧置于模膛成形的锻件!根据主体轴线走向细分为3组。Ⅲ-1组主体轴线在铅垂面内弯曲(分模面为起伏平缓的曲面或带落差),但平面图为直长轴形(类似第Ⅱ类),一般无须设计专门的弯曲工步即可成形的锻件.

淄博口碑好的锻造价格_轮毂锻造相关-山东华恒智能装备有限公司
过烧金属坯料加热温度超过始锻温度过多,使晶粒边界出现氧化及熔化的现象称为过烧.过烧后,材料的强度严重下降,塑性很差,一经锻打即破碎变成废料,是无法挽救的!因此,要严格执行正确的操作规范.裂纹大型锻件加热时,如果装炉温度过高或加热速度过快,则锻件心部与表层温差过大,造成内应力过大,导致产生裂纹。因此,对大型锻件加热时,要防止装炉温度过高和加热速度过快,一般应采用防热措施.质量检查锻件质量检查项目如下:几何形状与尺寸一般锻件外形尺寸用钢尺、卡钳、样板等量具进行检测;形状复杂的模锻件可用划线方法进行准确检测。
锻件是指通过对金属坯料进行锻造变形而得到的工件或毛坯!类型按加工温度分类锻件按坯料在加工时的温度,可分为冷锻温锻和热锻!冷锻一般是在室温下加工,热锻是在高于金属坯料的再结晶温度下加工!按结构分类锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提。业内将一般锻件分为3类,每类中再细分为3组,共9组。第Ⅰ类——主体轴线立置于模膛成形,水平方向二维尺寸相近(圆形/回转体居多、方形或近似形状)的锻件!
如果您想了解锻件更多信息,请致电 川:17866976989,或者您直接到我们公司总部一起交流研讨,地址:章丘区东昌大道与圣泰路交叉路口西北侧,我们期待您的致电或来访。
与铸件比起 金属经过切削加工后能提高其的组织结构和力学性能。铸的组织经过切削方法热加工变形后由于金属的变形和再结晶,使原来的粗壮枝晶和柱状晶粒变成晶粒较细、大小均匀分布的等轴再结晶的组织,使钢锭内原先的偏析、质地、气孔、夹渣等压实和焊合,其的组织显得更加密切,提升了金属的塑性和力学性能。 铸件的力学性能高于同材质的锻件力学性能。此外,切削加工能确保金属纤维的组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线原始,可确保零件具备较好的力学性能与长的使用寿命使用仪器模锻、冷挤压、温断裂等工艺生产的锻件,都是铸件所无法比拟的 锻件是金属被施加压力,通过塑性变形塑造成拒绝的形状或适合的压缩力的物件。这种力量典型的通过用于铁锤或压力来构建。铸件过程修建了精美的颗粒结构,并改良了金属的物理属性。在零部件的现实用于中,一个准确的设计能使颗粒流在主压力的方向。铸件是用各种铸方法取得的金属成型物件,即把冶金好的液态金属,用焊、压射、排出或其它铸铁方法流经预先准备好的铸型中,加热后经落砂、清扫和后处理等,所获得的具备一定形状,尺寸和性能的物件。
其他石油加工设备
公司地址:章丘区东昌大道与圣泰路交叉路口西北侧
企业信息
注册资本:1000万以上
注册时间: 2018-12-19






 粤公网安备44030402000848号
粤公网安备44030402000848号