

 山东阿燕达程金属材料有限公司
山东阿燕达程金属材料有限公司
商务服务
公司地址:山东省聊城市东昌府区
企业信息
注册资本:500-1000万
注册时间: 2010-09-18




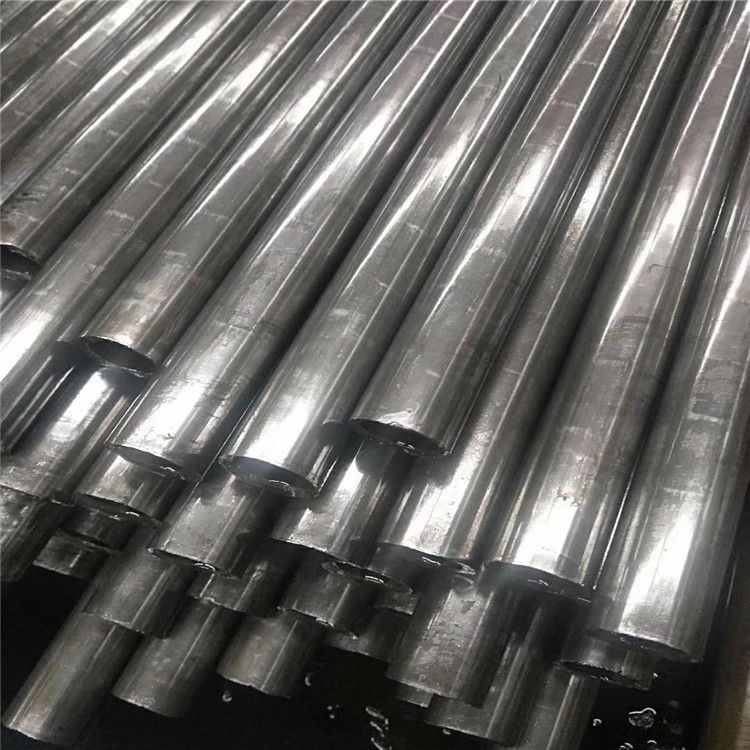
浙江正宗45#小口径精密钢管厂家直销_钢管相关-山东阿燕达程金属材料有限公司
- 产品名:小口径精密管
- 产品价格:4.50
- 尺寸:
- 产地:
- 公司:
去应力退火将精密无缝钢管加热到一定温度(通常在相变温度或再结晶温度以下),保温一段时间,然后缓慢冷却,以消除各种精密无缝钢管内应力的退火工艺[2]用途无缝管用途很广泛!一般用途的无缝管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应.按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验!
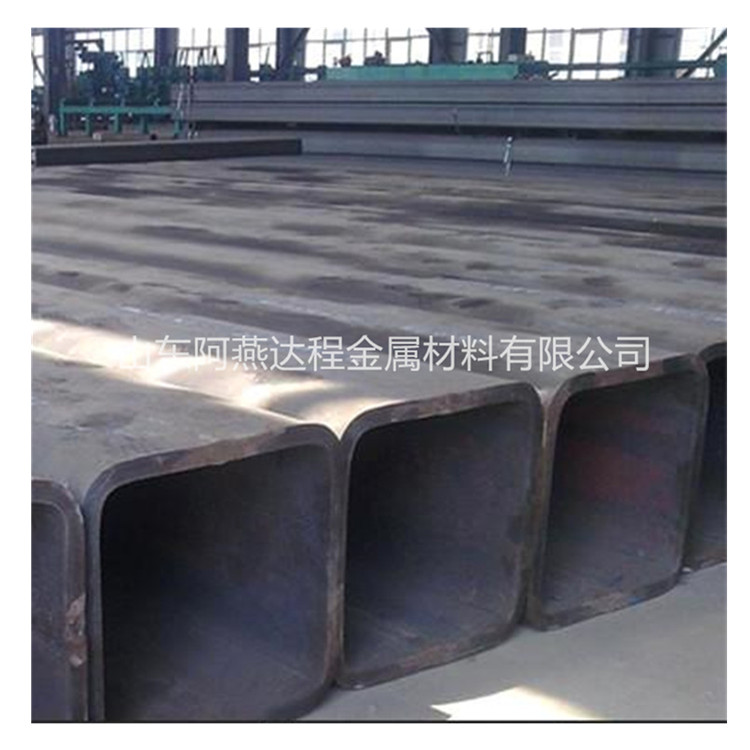
专门用途的无缝管有锅炉用无缝管、地质用无缝管及石油用无缝管等多种.种类无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等!按外形分类有圆形管、异形管之分!异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等。按材质的不同,分为普通碳素结构管、低合金结构管、碳素结构管、合金结构管、不锈管等!按专门用途分,有锅炉管、地质管、石油管等。规格及外观质量无缝管按GB/T8162-87规定规格:热轧管外径32~630mm.
正宗27SiMn厚壁无缝钢管生产厂家_质量好锻压机床-山东阿燕达程金属材料有限公司
浙江正宗45#小口径精密钢管厂家直销
利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法!冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制.冷拔通常在0!5~100T的单链式或双链式冷拔机上进行!挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出.此法可生产直径较小的钢管.节约机械加工工时,提高材料利用率,同时有利于提高产品质量[1]。
壁厚5~75mm。冷轧(冷拔)管外径5~200mm。壁厚5~12mm。外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在!这些缺陷应完全清除掉,清除后不得使壁厚和外径超过负偏差.钢管的两端应切成直角,并清除毛刺.壁厚大于20mm的钢管允许气割和热锯切割!经供需双方协议也可不切头。冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83!化学成分检验按化学成分和机械性能供应的国产无缝管,如10、120、230、340、45和50号钢的化学成分应符合GB/T699-88的规定.
管坯通过自动轧管机上继续轧制后经均整机均整壁厚,经定径机定径,达到规格要求,利用连续式轧管机组生产热轧小口径精密钢管是较先进的方法,通常在二辊式轧机上进行,小口径精密钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制,冷拔通常在单链式或双链式冷拔机上进行挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出,此法可生产直径较小的小口径精密钢管!精密钢管材质10#20#35#45#16Mn27SiMn15CrMo12Cr1MoV10CrMo910T91P91J55K55Q345Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。
1)钢管主要品种:DIN系列高精度精密光亮无缝钢管、液压系统专用钢管、汽车制造专用钢管2)主要标准:DIN2391,DIN2445,EN10305,DIN1629,DIN1630,ASTMA1793)主要材质:ST35(E235)ST34ST45(E255)ST52(E355)4)主要交货状态:NBK(+N)GBK(+A)BK(+C)BKW(+LC)BKS(+SR)5)主要特点:钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝6)主要用途:应用于液压系统配管、汽车制造配管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业.
钢管横面积更复杂!钢管性能更优越,金属比较密!生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等!热轧无缝管一般在自动轧管机组上生产!实心管坯经检查并清除表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔!在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管!再送至自动轧管机上继续轧制!最后经均整机均整壁厚,经定径机定径,达到规格要求!
故答案为:7个45是多少,45的34是多少.
198×45
=200×45-2×45
=9000-90
=8910
如有帮助,请点击满意答案,谢谢!
答案:198乘45等于200乘45减2乘45
商务服务
公司地址:山东省聊城市东昌府区
企业信息
注册资本:500-1000万
注册时间: 2010-09-18
 粤公网安备44030402000848号
粤公网安备44030402000848号