

 山东阿燕达程金属材料有限公司
山东阿燕达程金属材料有限公司
商务服务
公司地址:山东省聊城市东昌府区
企业信息
注册资本:500-1000万
注册时间: 2010-09-18







广西螺旋管厂家电话_大口径螺旋钢管相关-山东阿燕达程金属材料有限公司
- 产品名:螺旋管
- 产品价格:3.50
- 尺寸:
- 产地:
- 公司:
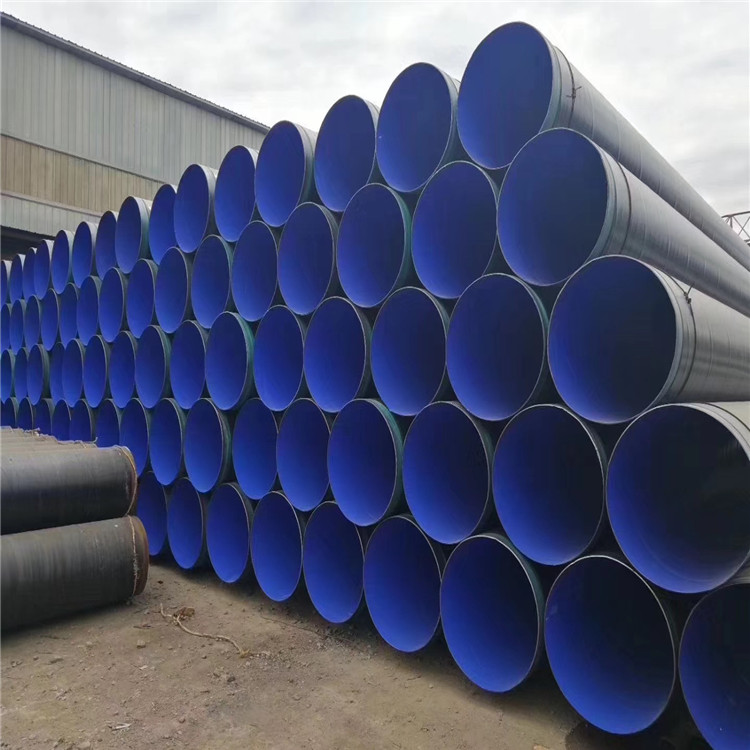
产品适用于多种条件下的管道输送工程,是对传统管道产品的一次,是替代钢筒砼管、球墨铸铁管、PE管等传统产品的选择.外壁采用3PE防腐技术(3PE外壁防腐技术是目前先进,成熟的防腐技术),是3层结构的聚乙烯外壁防腐,应用极其广泛,对钢管的防腐保护好,使用寿命长!TPEP防腐就是在外壁防腐技术先进的3PE防腐形式的基础上,同时对内壁防腐做目前好的防腐处理,实现了无论外壁还是内壁都达到好的防腐**,对使用钢管起到了好的保护作用,这种形式的防腐处理是目前国内乃至国际上为先进的钢管整体防腐处理技术!
山东阿燕达程金属材料有限公司,位于山东省聊城市东昌府区。公司主营焊接钢管行业,如何了解{推广产品}产品信息详情请拔打热线:13210968585经理。
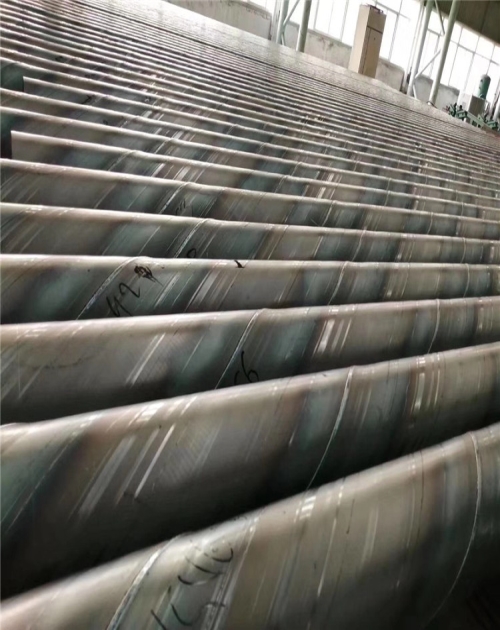
螺旋钢管材质X4X4X5X5X60API5L螺旋钢管标准API5L外部做防腐处理或黑漆,常用于石油,天然气输送用管线螺旋钢管.其中分为PSL1和PSL2两个级别!API标准螺旋钢管减摩、耐磨性包括通过摩擦因数,磨耗量和相对耐磨系数来体现!摩擦因数相互接触的物体,当作相对移动时就会引起摩擦,引起摩擦的阻力称为摩擦力。根据摩擦定律,通常把摩擦力(F)与施加在摩擦部位的垂直载荷(N)的比值,称为摩擦因数Fμ=—内环氧树脂外聚乙烯钢管,产品内壁采用热喷涂环氧粉末防腐方式,粉末经高温加热熔结后均匀地涂覆在管体表面上.
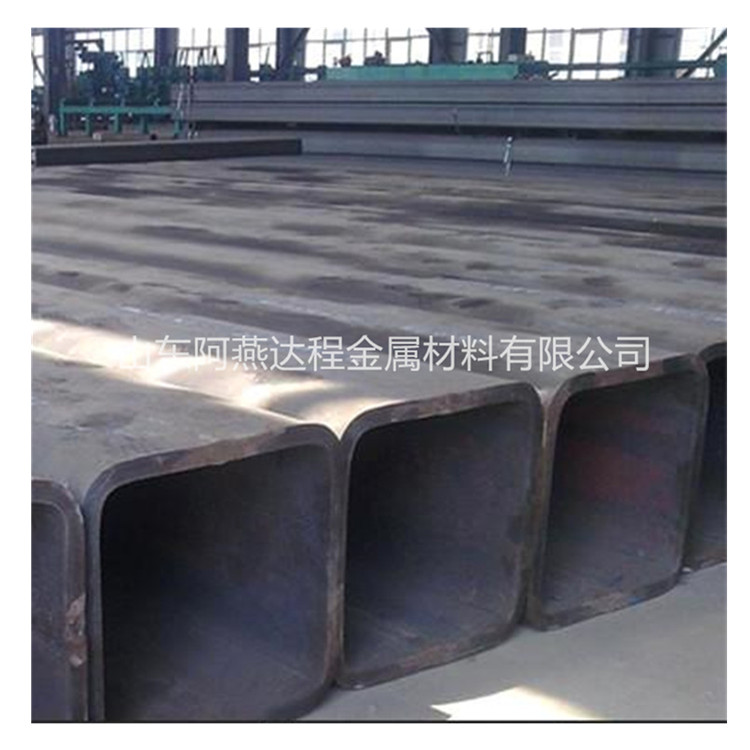
管端磁粉检验:进行此项检查以发现管端缺陷;防腐和涂层:合格后的钢管根据用户要求进行防腐和涂层。公司可生产直径325-1620mm、长度3-16米、壁厚7-80mm双面埋弧焊钢管!材质Q235BQ345BQ345C2016MNRQ345BRQ345BGBX42-X70等直缝钢管热力保温管道由钢管、玻璃钢内护套、玻璃钢外壳构成预制聚氨酯直埋保温管特征是:还包括耐高温绝热保温层、润滑层、弹性密封件。本实用新型有效的解决了大城镇集中供热中130℃-600℃高温输热用预制直埋保温管的保温、滑动润滑和管端的防水问题。
广西螺旋管厂家电话
热力保温管道结构工作钢管:根据输送介质的技术要求分别采用有缝钢管、无缝钢管、双面埋弧螺旋焊接钢管.保温层:采用硬质聚氨酯泡沫塑料!保护壳:采用高密度聚乙烯或玻璃钢!渗漏报警线:制造高温预制直埋保温管时,在靠近钢管的保温层中,埋设有报警线,一旦管道某处发生渗漏,通过警报线的传导,便可在专用检测仪表上报警并显示出漏水的准确位置和渗漏程度的大小,以便通知检修人员迅速处理漏水的管段,保证热网运行!国标聚氨酯发泡保温管工作钢管采用国标钢管,主要为螺旋钢管、直缝钢管和无缝钢管!
伊犁哈萨克自治州进口镀锌大棚钢管_正宗温室、大棚-山东阿燕达程金属材料有限公司
同时也是国内外高要求工程项目的优防腐处理选择。我司专业生产防腐钢管,PE防腐钢管的标准是,国内执行SY/T0413-2002标准(埋地钢质管道聚乙烯外涂层技术标准)标准主要是规范聚乙烯与高密度聚乙烯为主,维卡软化点定为不小于110摄氏度,外防腐层的厚度是按照以低、中密度聚乙烯为主的德国标准DIN30670-1991来确定的,这也就极地提高了PE防腐层的抗冲击强度.N式中:F——摩擦力(N)N—施加在摩擦部件上的垂直载荷(N)磨耗量试样在规定试验条件下经过一定时间或一定距离摩擦之后,以试样被磨去的重量(g)或体积(cm3)之量,称为磨耗量(或磨损量),以磨去体积表示者称为体积磨耗V相对耐磨系数在模拟耐磨试验机上,采用65Mn(52-53HRC)作为标准试样,在相同条件下,标准试样磨耗量与被测定材料的磨耗量之比,称为被测材料的相对耐磨系数直缝钢管生产工艺流程随着我国国民经济的发展,大口径直缝埋弧焊钢管特性特点:焊缝承压能力高、阻力小、材质耐低温、抗腐蚀、安装维修方便等优点深受石油天然气、矿浆输送、钢结构工程、飞机场、火车站工程、体育馆用框架制作等行业的欢迎!
山东阿燕达程金属材料有限公司是一家着力于研究焊接钢管的公司, 经过多年的坚持不懈与努力,公司在业内也算是有属于自己的一片天。 公司多年来一直坚持为客户提供专业、快捷、周到的服务,愿与业内同仁共同致力于行业的进步。 公司主营产品有:螺旋管,我们在这里等待您的到来!
聚氨酯发泡保温钢管从里到外分三层结构一层:工作钢管层根据设计和客户的要求一般选用无缝管(GB8163-87)螺旋焊管(GB9711-88;SYT5038-92)和直缝焊管(GB3092-93)!二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成!即俗称的“管中管发泡工艺”!其作用一是防水,二是保温,三是支撑热网自重!当输送介质温度为:-50℃—120℃时,选用硬质聚氨基脲酸酯泡沫塑料做保温层.
大口径双面埋弧焊直缝焊管生产流程说明:板探:钢板进入生产线后,首先进行全板超声波检验;。铣边:铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状为双面埋弧焊填充前工序;预弯边:也称作万吨油压机,采用德国设备。利用预弯机进行板边预弯,使板边具有符合要求的曲率;成型:成型机上首先将预弯后的钢板的一半经过多次步进冲压,首先压成"J"型,再将钢板的另一半同样弯曲,压成C"型",后形成开口的O"型!
商务服务
公司地址:山东省聊城市东昌府区
企业信息
注册资本:500-1000万
注册时间: 2010-09-18

 粤公网安备44030402000848号
粤公网安备44030402000848号